Cycles palpeurs pour le mode automatique, 1 génér a lités sur les cy cles palpeurs – HEIDENHAIN 530 (340 49x-07) Cycle programming Manuel d'utilisation
Page 329
HEIDENHAIN iTNC 530
329
13.1 Génér
a
lités sur les cy
cles palpeurs
Cycles palpeurs en modes Manuel et Manivelle
électronique
En mode Manuel et Manivelle électronique, la TNC dispose de cycles
palpeurs vous permettant :
d'étalonner le palpeur
de compenser le désalignement de la pièce
d'initialiser les points de référence
Cycles palpeurs pour le mode automatique
Outre les cycles palpeurs que vous utilisez en modes Manuel et
manivelle électronique, la TNC dispose de nombreux cycles
correspondant aux différentes applications en mode automatique :
Etalonnage du palpeur à commutation
de compenser le désalignement de la pièce
Initialisation des points d'origine
Contrôle automatique de la pièce
Outils, étalonnage automatique
Vous programmez les cycles palpeurs en mode Mémorisation/édition
de programme à l'aide de la touche TOUCH PROBE. Vous utilisez les
cycles palpeurs à partir du numéro 400 comme les nouveaux cycles
d'usinage, paramètres Q comme paramètres de transfert. Les
paramètres que la TNC utilise dans différents cycles et qui ont les
mêmes fonctions portent toujours les mêmes numéros : ainsi, p. ex.
Q260 correspond toujours à la distance de sécurité, Q261 à la hauteur
de mesure, etc..
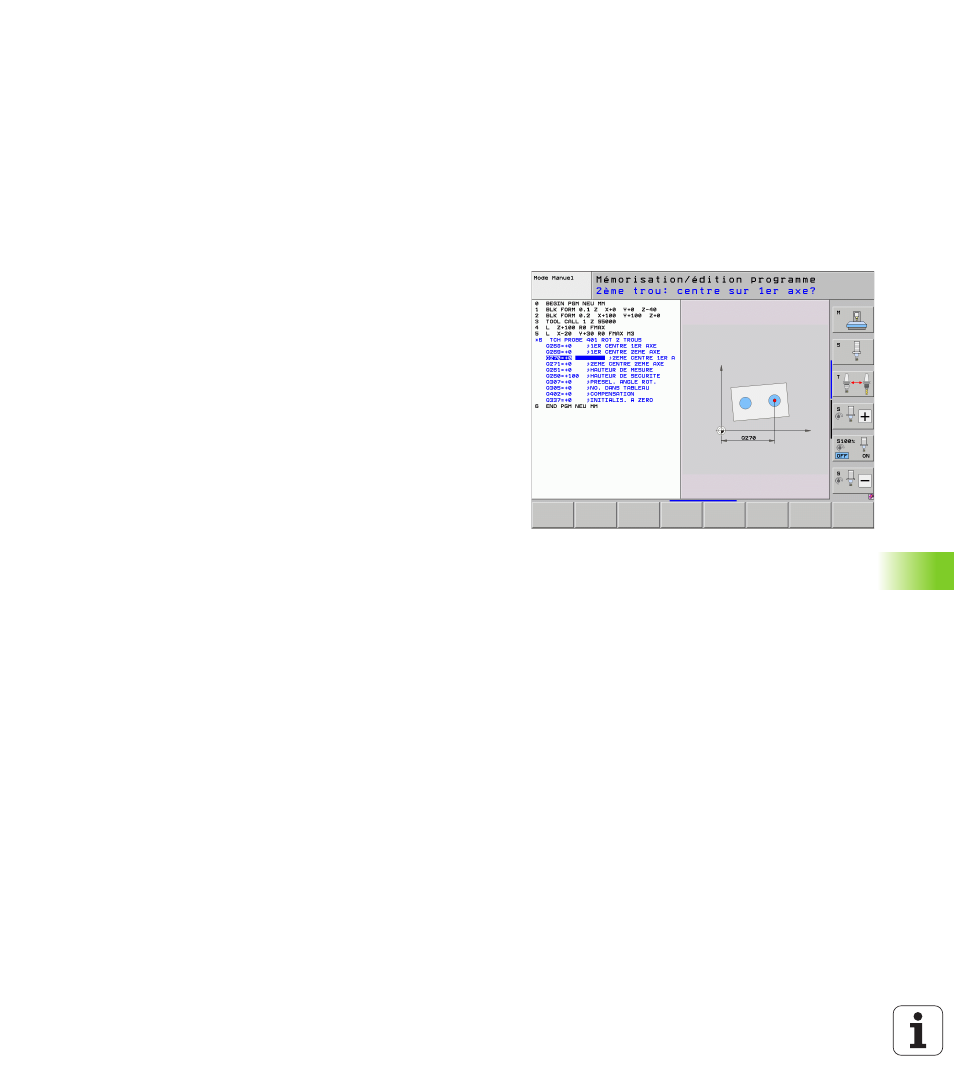
Pour simplifier la programmation, la TNC affiche un écran d'aide
pendant la définition du cycle. L'écran d'aide affiche en surbrillance le
paramètre que vous devez introduire (voir fig. de droite).