Déroulement du cycle – HEIDENHAIN 530 (340 49x-07) Cycle programming Manuel d'utilisation
Page 352
352
Cycles palpeurs : déterminer automatiquement le désalignement de la pièce
14.7 Compenser le désalignement d'une pi
èce au mo
y
e
n de l'ax
e C (cy
c
le 405,
DIN/ISO: G405)
14.7 Compenser le désalignement
d'une pièce au moyen de l'axe C
(cycle 405, DIN/ISO: G405)
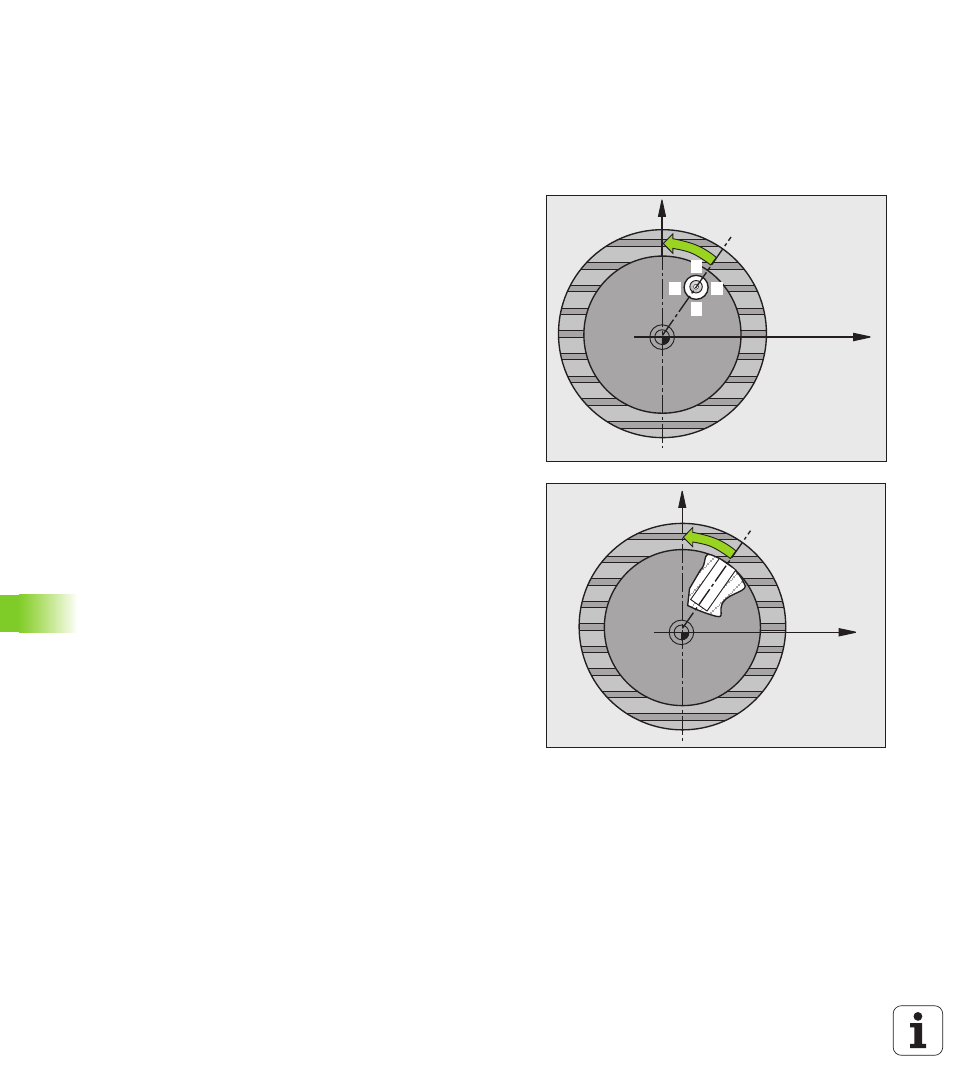
Déroulement du cycle
Le cycle palpeur 405 vous permet de déterminer
le décalage angulaire entre l'axe Y positif du système de
coordonnées courant avec la ligne médiane d'un trou ou
le décalage angulaire entre la position nominale et la position
effective d'un centre de trou
La TNC compense le décalage angulaire déterminé au moyen d'une
rotation de l'axe C. La pièce peut être serrée n'importe où sur le
plateau circulaire. Toutefois, la coordonnée Y du trou doit être positive.
Si vous mesurez le décalage angulaire du trou avec l'axe Y du palpeur
(position horizontale du trou), il est parfois indispensable d'exécuter
plusieurs fois le cycle. En effet, une imprécision d'environ 1% du
désalignement résulte de la stratégie de la mesure.
1
La TNC positionne le palpeur en avance rapide (valeur issue de
PM6150) et, selon la logique de positionnement,(voir „Exécuter
les cycles palpeurs” à la page 334) au point de palpage
1
. La TNC
calcule les points de palpage à partir des données du cycle et de la
distance d'approche programmée dans PM6140
2
Le palpeur se déplace ensuite à la hauteur de mesure programmée
et exécute la première opération de palpage avec l'avance de
palpage (MP6120). La TNC définit automatiquement le sens du
palpage en fonction de l'angle initial programmé
3
Le palpeur se déplace ensuite sur une trajectoire circulaire, soit à
la hauteur de mesure, soit à la hauteur de sécurité au point de
palpage suivant
2
et exécute la deuxième opération de palpage à
cette position
4
La TNC positionne le palpeur au point de palpage
3
puis au point
de palpage
4
, y exécute la troisième ou quatrième opération de
palpage et positionne le palpeur au centre du trou déterminé
5
La TNC dégage ensuite le palpeur à la hauteur de sécurité et
dégauchit la pièce par une rotation du plateau circulaire. Pour cela,
la TNC commande la rotation du plateau circulaire de manière à ce
que le centre du trou soit situé après compensation – aussi bien
avec axe vertical ou horizontal du palpeur – dans le sens positif de
l'axe Y ou à la position nominale du centre du trou. La valeur
angulaire mesurée est également disponible dans le paramètre
Q150
X
Y
1
2
4
3
X
Y