Déroulement du cycle, Attention lors de la programmation – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Manuel d'utilisation
Page 314
314
Cycles palpeurs: Calcul automatique du désaxage de la pièce
14.4 R
O
T
A
TION DE BA
SE à par
tir de
deux t
e
nons (cy
c
le 402, DIN/ISO: G402)
14.4 ROTATION DE BASE à partir de
deux tenons (cycle 402,
DIN/ISO: G402)
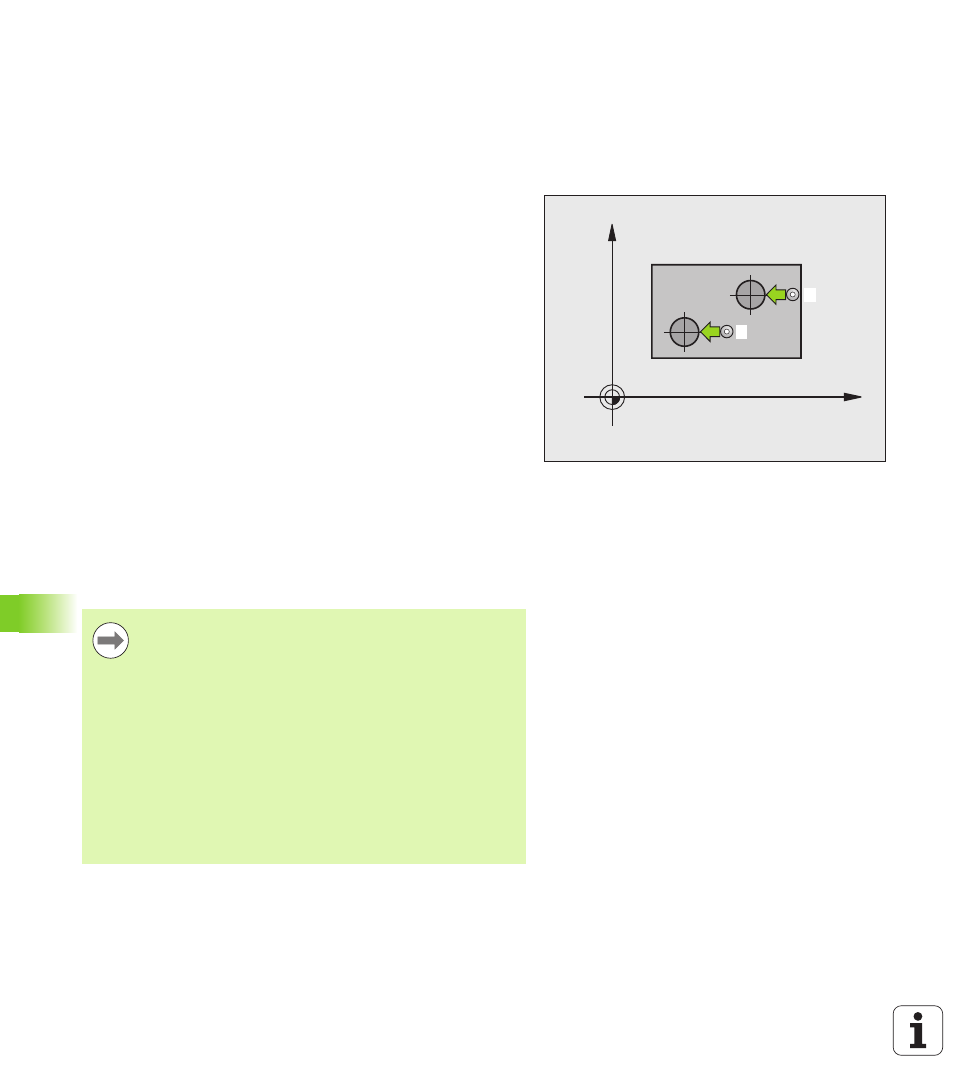
Déroulement du cycle
Le cycle palpeur 402 enregistre les centres de deux tenons. La TNC
calcule ensuite l'angle formé par l'axe principal du plan d'usinage et la
droite reliant les centres des tenons. Avec la fonction Rotation de
base, la TNC compense la valeur mesurée. En alternative, vous
pouvez aussi compenser le désaxage calculé par une rotation du
plateau circulaire.
1
La TNC positionne le palpeur en avance rapide (valeur de PM6150
ou MP6361) selon la logique de positionnement (cf. „Exécuter les
cycles palpeurs” à la page 304) au point de palpage
1
du premier
tenon
2
Le palpeur se déplace ensuite à la hauteur de mesure 1
programmée et enregistre le centre du premier tenon en palpant
quatre fois. Entre les points de palpage décalés de 90°, le palpeur
se déplace sur un arc de cercle
3
Puis, le palpeur retourne à la hauteur de sécurité et se positionne
sur le point de palpage
5
du second tenon
4
La TNC déplace le palpeur à la hauteur de mesure 2 programmée
et enregistre le centre du deuxième tenon en palpant quatre fois
5
Pour terminer, la TNC rétracte le palpeur à la hauteur de sécurité
et exécute la rotation de base calculée
Attention lors de la programmation:
X
Y
1
5
Avant de définir le cycle, vous devez avoir programmé un
appel d'outil pour définir l'axe du palpeur.
La TNC annule une rotation de base active en début de
cycle.
Ce cycle palpeur n'est pas autorisé si la fonction
Inclinaison du plan d'usinage est active.
Si vous désirez compenser le désaxage au moyen d’une
rotation du plateau circulaire, la TNC utilise alors
automatiquement les axes rotatifs suivants:
C avec axe d’outil Z
B avec axe d’outil Y
A avec axe d’outil X