11 mesure coordonnee (cycle 427, din/iso: g427), Déroulement du cycle, Attention lors de la programmation – HEIDENHAIN TNC 320 (340 55x-05) Cycle programming Manuel d'utilisation
Page 398
398
Cycles palpeurs: contrôle automatique des pièces
16.1
1
MESURE COORDONNEE
(cy
c
le
427
, DIN/ISO: G427)
16.11 MESURE COORDONNEE
(cycle 427, DIN/ISO: G427)
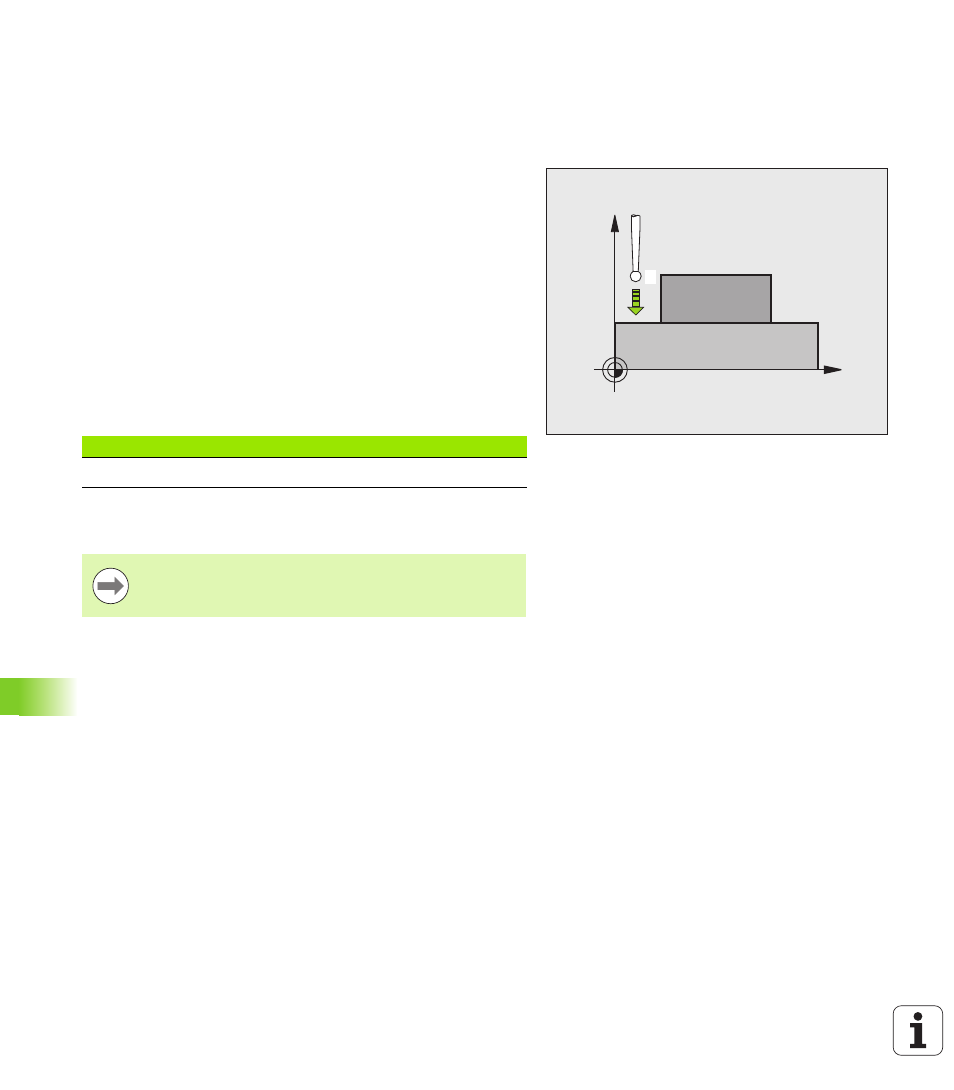
Déroulement du cycle
Le cycle palpeur 427 détermine une coordonnée dans un axe au choix
et mémorise la valeur dans un paramètre-système. Si vous définissez
les tolérances correspondantes dans le cycle, la TNC compare les
valeurs effectives aux valeurs nominales et mémorise l'écart dans des
paramètres-système.
1
La TNC positionne le palpeur en avance rapide (valeur de la
colonne FMAX) avec la logique de positionnement (voir „Exécuter
les cycles palpeurs” à la page 283) au point de palpage
1
. Puis la
TNC décale le palpeur de la valeur de la distance d'approche, dans
le sens opposé au sens de déplacement défini
2
La TNC positionne ensuite le palpeur dans le plan d'usinage au
point de palpage programmé
1
et mesure à cet endroit la valeur
effective dans l'axe sélectionné
3
La TNC dégage ensuite le palpeur à la hauteur de sécurité et
mémorise la coordonnée calculée dans le paramètre Q suivant:
Attention lors de la programmation!
X
Z
1
Numéro paramètre
Signification
Q160
Coordonnée mesurée
Avant de définir le cycle, vous devez programmer un appel
d'outil pour définir l'axe du palpeur.