Déroulement du cycle – HEIDENHAIN TNC 320 (340 55x-05) Cycle programming Manuel d'utilisation
Page 313
HEIDENHAIN TNC 320
313
15.2 PT DE REF CENTRE RAINURE
(cy
c
le 408, DIN/ISO: G408)
15.2 PT DE REF CENTRE RAINURE
(cycle 408, DIN/ISO: G408)
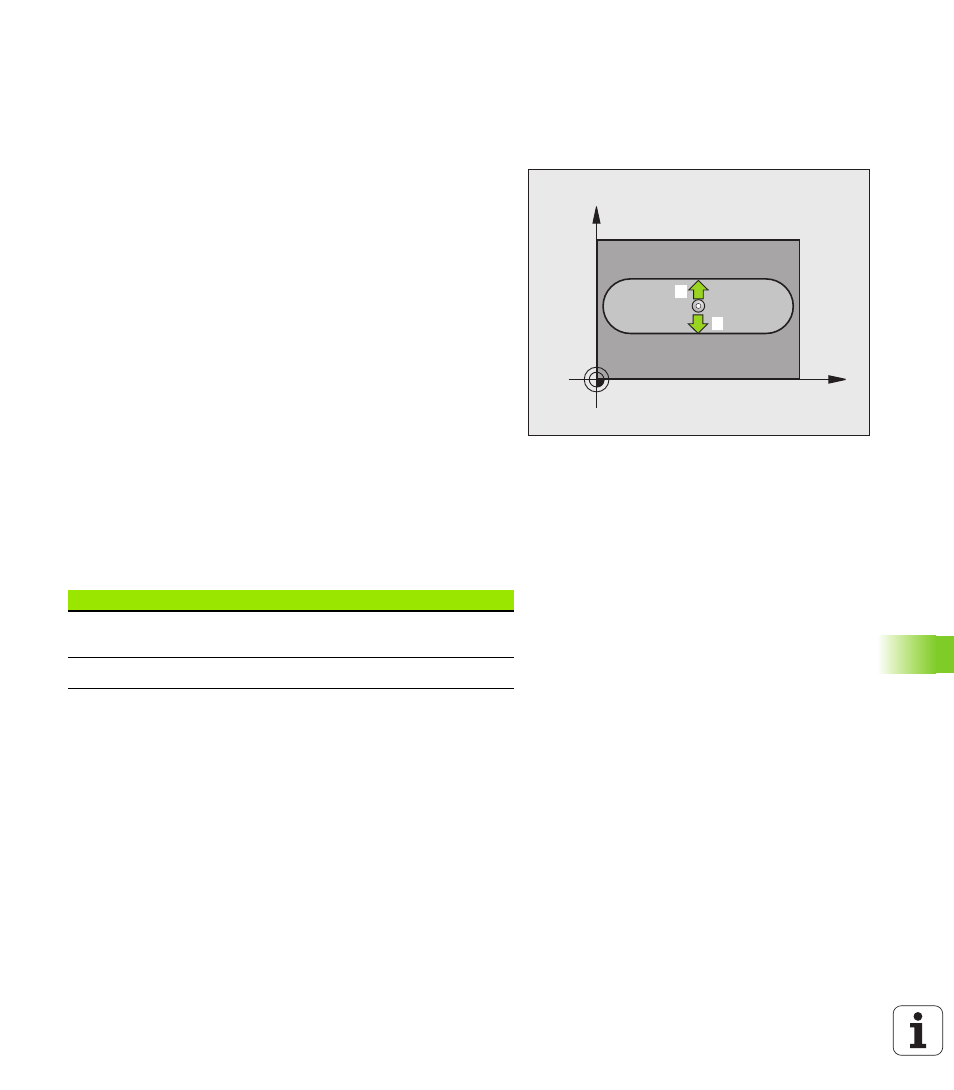
Déroulement du cycle
Le cycle palpeur 408 détermine le centre d'une rainure et l'initialise
comme point d'origine. Si vous le souhaitez, la TNC peut aussi
mémoriser le centre dans un tableau de points zéro ou de Preset.
1
La TNC positionne le palpeur en avance rapide (valeur de la
colonne FMAX) avec la logique de positionnement (voir „Exécuter
les cycles palpeurs” à la page 283) au point de palpage
1
. La TNC
calcule les points de palpage à partir des données contenues dans
le cycle et de la distance d'approche programmée dans la colonne
SET_UP du tableau palpeurs
2
Le palpeur se déplace ensuite à la hauteur de mesure programmée
et exécute la première opération de palpage avec l'avance de
palpage (colonne F)
3
Puis, le palpeur se déplace soit en paraxial à la hauteur de mesure,
soit avec une interpolation linéaire à la hauteur de sécurité au point
de palpage suivant
2
et exécute la deuxième opération de palpage
à cette position
4
Pour terminer, la TNC dégage le palpeur à la hauteur de sécurité et
traite le point d'origine calculé en fonction des paramètres Q303 et
Q305 du cycle.(voir „Mémoriser le point d'origine calculé” à la
page 312) Les valeurs effectives sont mémorisées dans les
paramètres Q indiqués ci-après
5
Ensuite, si cela est souhaité, la TNC détermine également le point
d'origine dans l'axe du palpeur au moyen d'une opération de
palpage séparée
X
Y
1
2
Numéro paramètre
Signification
Q166
Valeur effective de la largeur de rainure
mesurée
Q157
Valeur effective de la position milieu