HEIDENHAIN TNC 320 (340 55x-05) Cycle programming Manuel d'utilisation
Page 386
386
Cycles palpeurs: contrôle automatique des pièces
16.7 MESURE INTERIEUR RECT
ANGLE (cy
c
le 423, DIN/ISO: G423)
8
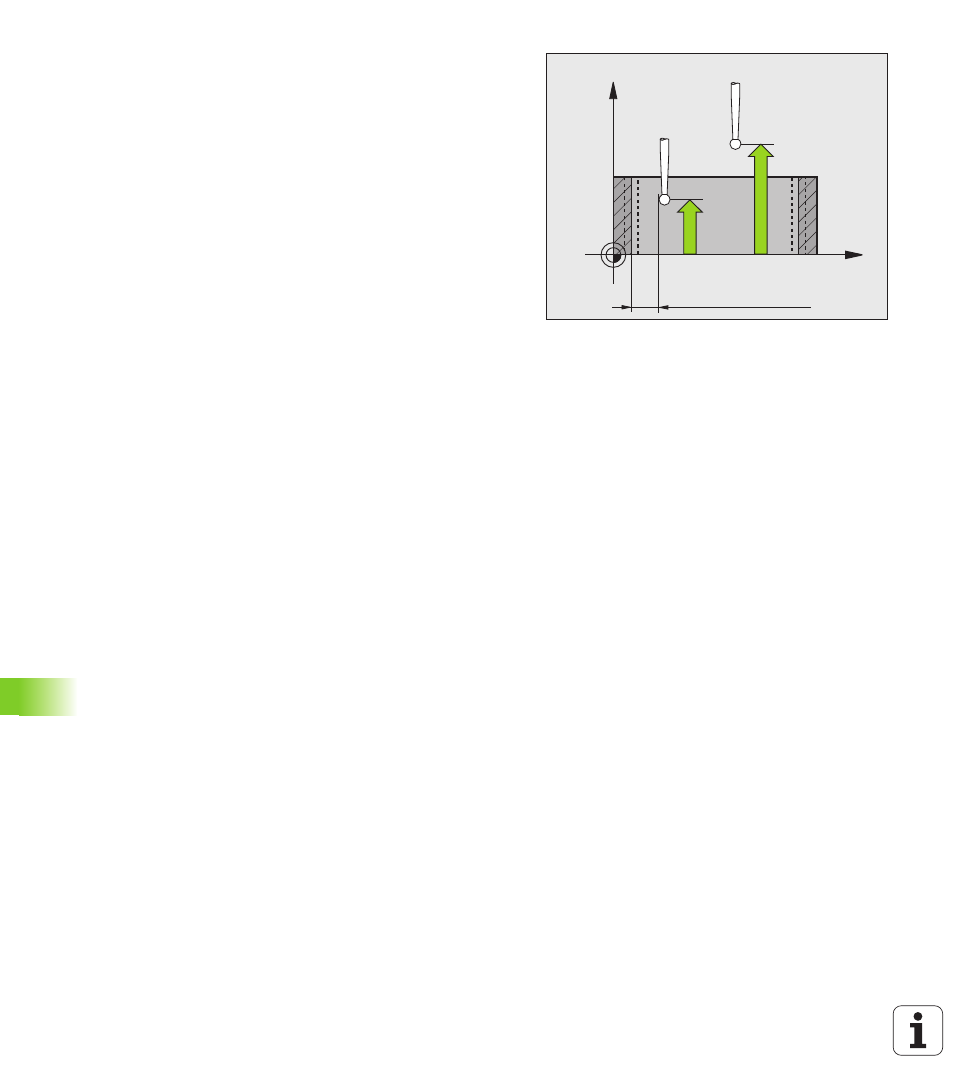
Distance d'approche Q320 (en incrémental):
distance supplémentaire entre le point de mesure et
la bille du palpeur. Q320 est additionné à SET_UP
(tableau palpeurs). Plage d'introduction 0 à
99999,9999
8
Hauteur de sécurité Q260 (en absolu): coordonnée
dans l'axe du palpeur excluant toute collision entre le
palpeur et la pièce (éléments de fixation). Plage
d'introduction -99999,9999 à 99999,9999
8
Déplacement haut. sécu. Q301: définir comment le
palpeur doit se déplacer entre les points de mesure:
0: entre les points de mesure, à la hauteur de mesure
1: entre les points de mesure, à la hauteur de sécurité
8
Cote max. 1er côté Q284: longueur max. autorisée
pour la poche. Plage d'introduction 0 à 99999,9999
8
Cote min. 1er côté Q285: longueur min. autorisée
pour la poche. Plage d'introduction 0 à 99999,9999
8
Cote max. 2ème côté Q286: largeur max. autorisée
pour la poche. Plage d'introduction 0 à 99999,9999
8
Cote min. 2ème côté Q287: largeur min. autorisée
pour la poche. Plage d'introduction 0 à 99999,9999
8
Tolérance centre 1er axe Q279: écart de position
autorisé dans l'axe principal du plan d'usinage. Plage
d'introduction 0 à 99999,9999
8
Tolérance centre 2ème axe Q280: écart de position
autorisé dans l'axe secondaire du plan d'usinage.
Plage d'introduction 0 à 99999,9999
X
Z
Q261
Q260
SET_UP(TCHPROBE.TP)
+
Q320