5 principes de base pour le fraisage de filets, Conditions requises – HEIDENHAIN TNC 320 (340 55x-05) Cycle programming Manuel d'utilisation
Page 101
HEIDENHAIN TNC 320
101
4.5 Pr
incipes de base pour le fr
aisag
e
de filets
4.5 Principes de base pour le
fraisage de filets
Conditions requises
La machine devrait être équipée d'un arrosage par la broche (liquide
de refroidissement 30 bars min., air comprimé 6 bars min.)
Lors du fraisage de filets, des déformations apparaissent le plus
souvent sur le profil du filet. Les corrections d'outils spécifiques
généralement nécessaires sont à rechercher dans le catalogue des
outils ou auprès du constructeur des outils. La correction s'effectue
lors de l'appel d'outil TOOL CALL et avec le rayon Delta DR
Les cycles 262, 263, 264 et 267 ne peuvent être utilisés qu'avec une
rotation à droite des outils. Avec le cycle 265, vous pouvez utiliser
des outils avec rotation à droite ou à gauche
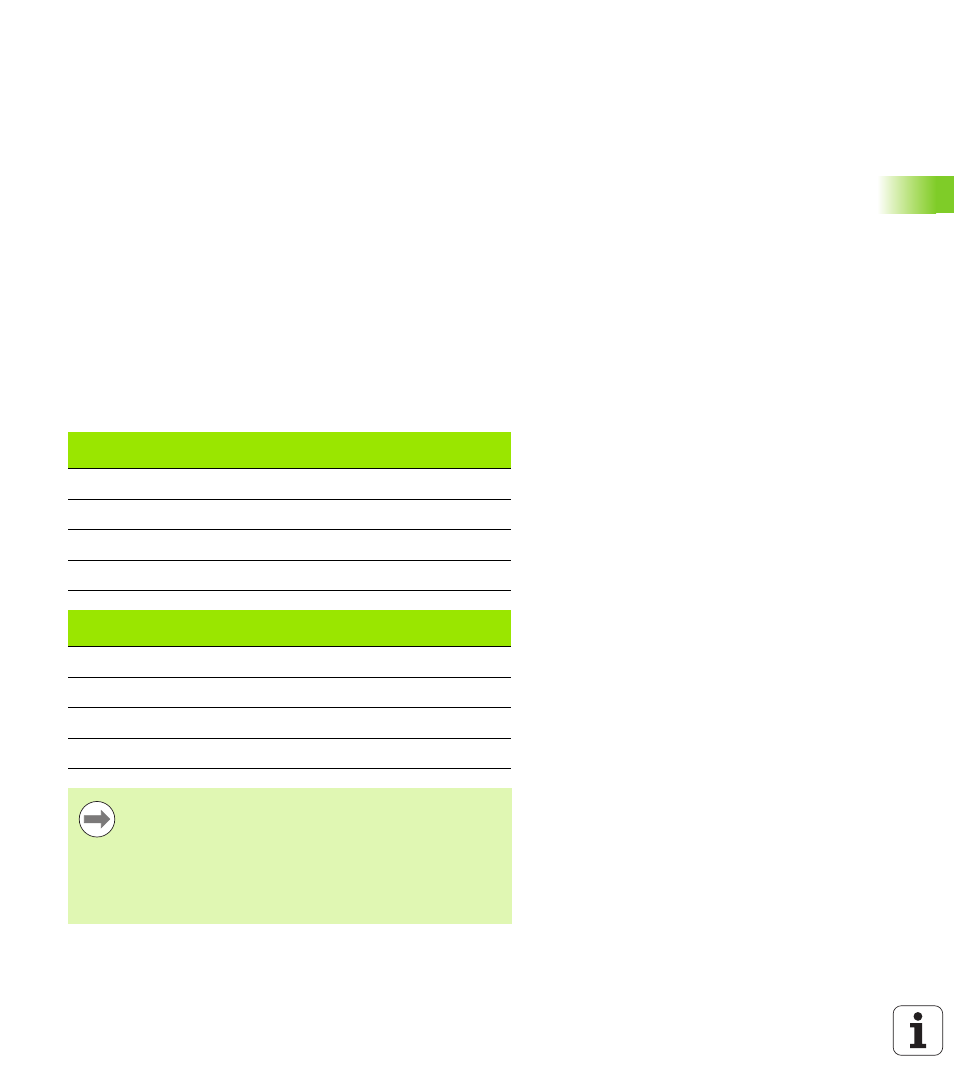
Le sens de l'usinage résulte des paramètres d'introduction suivants:
signe du pas de vis Q239 (+ = filet vers la droite /– = filet vers la
gauche) et mode de fraisage Q351 (+1 = en avalant /–1 = en
opposition). Pour des outils avec rotation à droite, le tableau suivant
illustre la relation entre les paramètres d'introduction.
Filetage
intérieur
Pas du
filetage
Mode
fraisage
Sens usinage
à droite
+
+1(RL)
Z+
à gauche
–
–1(RR)
Z+
à droite
+
–1(RR)
Z–
à gauche
–
+1(RL)
Z–
Filetage
extérieur
Pas du
filetage
Mode
fraisage
Sens usinage
à droite
+
+1(RL)
Z–
à gauche
–
–1(RR)
Z–
à droite
+
–1(RR)
Z+
à gauche
–
+1(RL)
Z+
La TNC considère que l'avance programmée pour le
fraisage de filets se réfère au tranchant de l'outil. L'avance
affichée par la TNC étant l'avance du centre outil, celle-ci
diffère de la valeur programmée.
L'orientation du filet change lorsque vous exécutez sur un
seul axe un cycle de fraisage de filets en liaison avec le
cycle 8 IMAGE MIROIR.