6 p a ra mètr es d'usinag e – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 605
CNC PILOT 4290 HEIDENHAIN
605
7.
6 P
a
ra
mètr
es d'usinag
e
Finition – Usinages standard
Finition – Tolérances d'outils
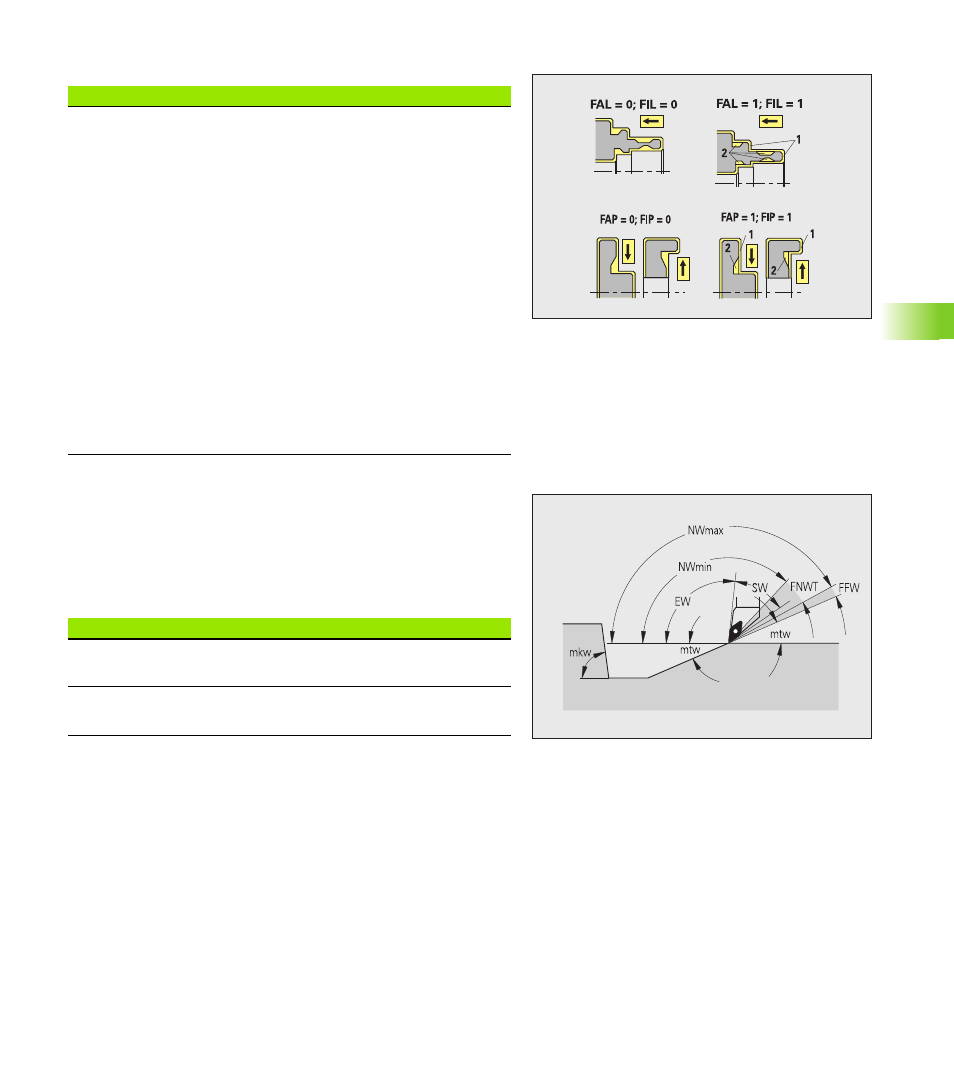
Règles en vigueur pour la sélection de l'outil:
Angle d'attaque (EW): EW >= mkw
(mkw: Angle de contour ascendant)
Angle d'attaque (EW) et de pointe (SW):
NWmin < (EW+SW) < NWmax
Angle secondaire (FNWT): FNWT = NWmax – NWmin
Usinages standard
Standard/complet – ext./long. [FAL]
Standard/complet – int./long. [FIL]
Standard/complet – ext./transv. [FAP]
Standard/complet – int./long. [FIP]
Usinage des zones de contour avec:
0 – Finition complète: TURN PLUS recherche l'outil optimal
pour usiner toute la zone du contour.
1 – Finition standard:
Est réalisée en priorité avec les outils de finition standard.
Les tournages libres et dégagements sont usinés avec un
outil adapté.
Si l'outil standard de finition n'est pas adapté aux
tournages libres et aux dégagements, TURN PLUS sépare
les opérations d'usinage standard et l'usinage des
éléments de forme.
Si la séparation entre l'usinage standard et celui des
éléments de forme n'est pas possible, TURN PLUS
commute sur l'„usinage intégral“.
Tolérances d'outils
Tolérance angle secondaire [FNWT]
Plage de tolérance pour l'arête de coupe secondaire
Angle de coupe de dégagement [FFW]
Différence min. contour – arête de coupe secondaire