27 cy cles de fr aisag e – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 272
272
4.27 Cy
cles de fr
aisag
e
Approche et sortie: Pour les contours fermés, le point d'accostage
de la position d'outil sur le premier élément du contour correspond à
la position d'approche et de sortie. Si le point d'accostage ne peut pas
être déterminé, le point initial du premier élément correspond à la
position d'approche et de sortie. Pour les figures, sélectionnez
l'élément d'approche/de sortie avec „D“ et „V“.
Déroulement du cycle pour le fraisage
1
La position initiale (X, Z, C) correspond à la position avant le
cycle.
2
Calcule les passes de fraisage en profondeur.
3
Déplacement à la distance de sécurité.
Avec O=0: Se positionne à la première profondeur de fraisage.
Avec O=1: Plonge à la première profondeur de fraisage.
4
Fraise le contour.
5
Pour les contours ouverts et les rainures avec largeur =
diamètre de la fraise: L'outil se positionne ou plonge à la
profondeur de fraisage suivante et fraise le contour dans le
sens inverse.
Pour les contours fermés et les rainures: L'outil est relevé à la
distance de sécurité, avance et se positionne ou plonge à la
profondeur de fraisage suivante.
6
Répète 4...5 jusqu'à ce que tout le contour soit fraisé.
7
L'outil est rétracté en fonction du „plan de retrait K“.
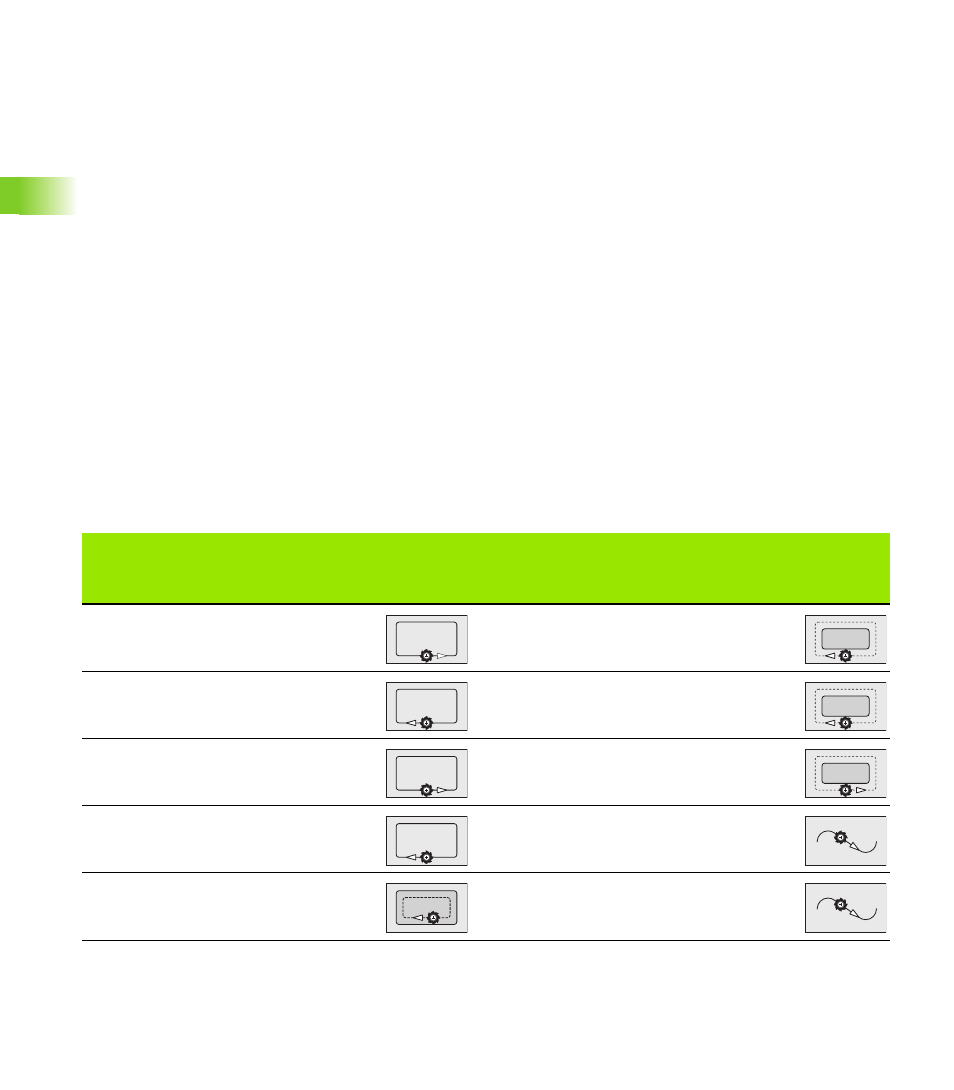
Fraisage de contour G840
Type de
cycle
Mode de
fraisage
Sens rot.
outil
CRF
Exécution
Type de
cycle
Mode de
fraisage
Sens rot.
outil
CRF
Exécution
contour
(Q=0)
–
Mx03
–
extérieur
en
opposition
(H=0)
Mx04
à gauche
Contour
–
Mx03
–
extérieur
en avalant
(H=1)
Mx03
à gauche
Contour
–
Mx04
–
extérieur
en avalant
(H=1)
Mx04
à droite
Contour
–
Mx04
–
contour
(Q=0)
–
Mx03
–
intérieur
(Q=1)
en
opposition
(H=0)
Mx03
à droite
Contour
–
Mx04
–