Ebauche longitudinale g810, 20 cy cles de t our nag e liés à un cont our – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 217
CNC PILOT 4290 HEIDENHAIN
217
4.20 Cy
cles de t
our
nag
e
liés à un cont
our
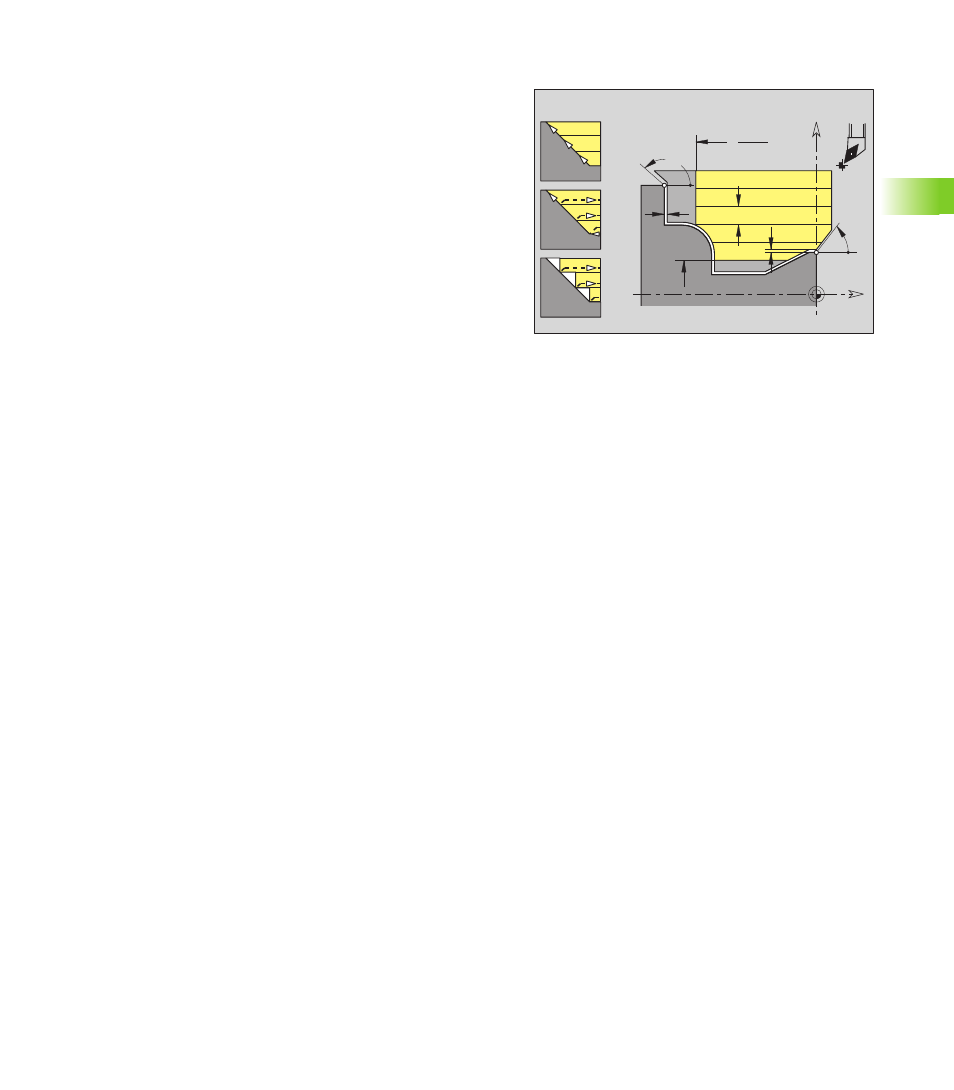
Ebauche longitudinale G810
G810 usine de „NS à NE“ la zone de contour définie par „NS, NE“. Le
cas échéant, la surface d'usinage est subdivisée en plusieurs zones
(exemple: contours concaves).
0
2
H
1
W
A
K
X
Z
P
I
Z
Ø
X
Ø
Paramètres
NS
Numéro de séquence initiale (début de la section de contour)
NE
Numéro de séquence finale (fin de la section de contour)
NE non programmé: L'élément de contour NS est usiné
dans le sens de le définition du contour.
NE=NE programmé: L'élément de contour NS est usiné
dans le sens inverse de la définition du contour.
P
Plongée max.
I
Surépaisseur en X (cote de diamètre) – (par défaut: 0)
K
Surépaisseur en Z (par défaut: 0)
E
Comportement de plongée
E=0: Ne pas usiner les contours tombants
E>0: Avance de plongée
Pas d'introduction: Réduction d'avance en fonction de
l'angle de plongée – 50% max.
X
Limite d'usinage dans le sens X (cote de diamètre) – (par
défaut: pas de limite d'usinage)
Z
Limite d'usinage dans le sens Z (par défaut: pas de limite
d'usinage)
H
Mode de sortie (par défaut: 0)
H=0: Usine après chaque passe le long du contour
H=1: Relève l'outil à 45°; lissage du contour après la
dernière coupe
H=2: Relève l'outil à 45°; pas de lissage du contour
A
Angle d'approche (référence: Axe Z) – (par défaut: 0°/180°;
parallèlement à l'axe Z)
W
Angle de sortie (référence: Axe Z) – (par défaut: 90°/270°;
perpendiculairement à l'axe Z)
Q
Type de dégagement en fin de cycle (par défaut: 0)
Q=0: Retour au point initial (sens X, puis Z)
Q=1: Positionne l'outil devant le contour fini
Q=2: Relève l'outil à la distance de sécurité et stoppe