Déplacement en butée fixe g916 – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 294
294
4.28 Af
fe
ctation, sync
hr
onisation, tr
ansf
er
t de pièce
Déterminer le décalage angulaire pour la
synchronisation de broches G906
G906 enregistre dans la variable V921 le décalage angulaire entre la
broche qui guide et la broche guidée.
Programmation:
Ne programmez G906 que si la synchronisation angulaire est active
– Les deux mandrins de serrage doivent être fermés
Programmez G906 dans une séquence CN séparée
Programmez G909 (stop interpréteur) avant le traitement de V921
G906 génère un „stop interpréteur“
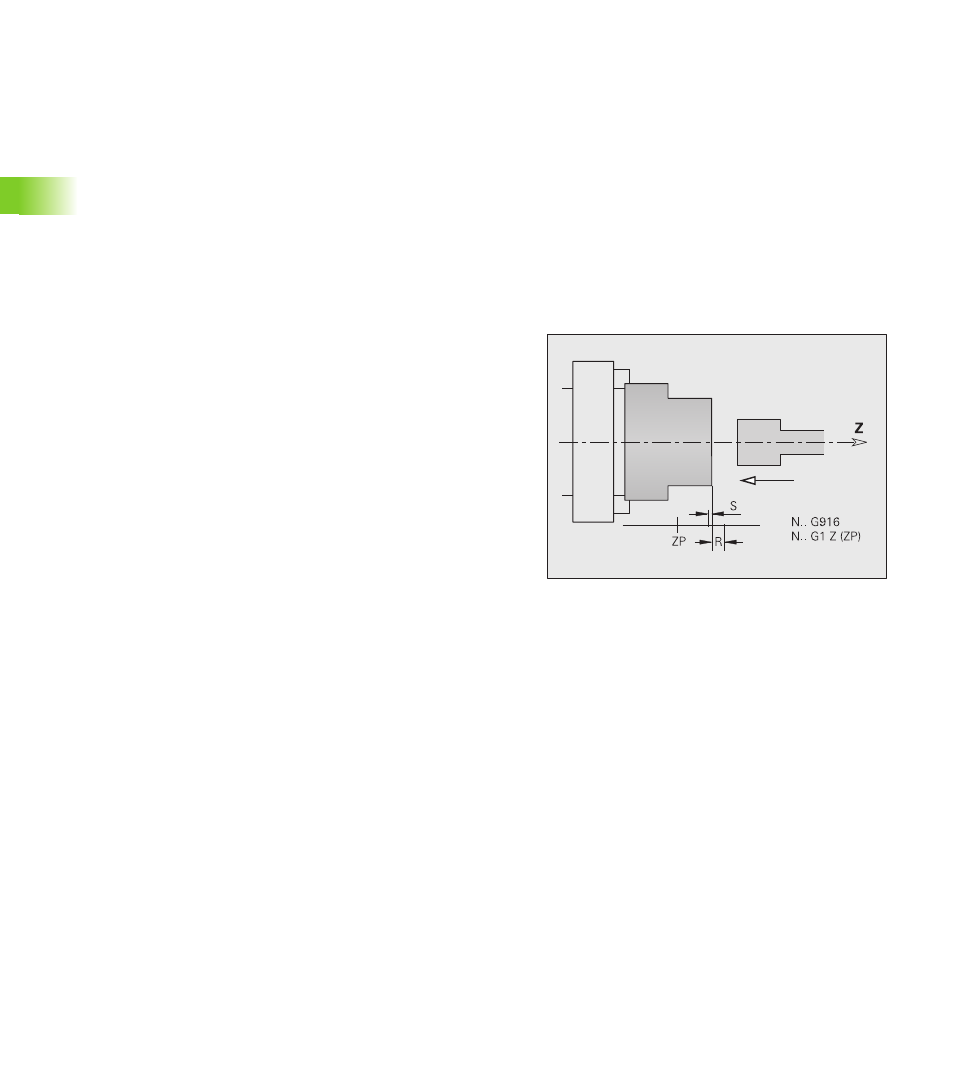
Déplacement en butée fixe G916
G916 active la „surveillance du déplacement“. Vous vous déplacez
alors avec G1 jusqu'à une „butée fixe“. Vous utilisez G916 pour:
Déplacement en butée fixe (exemple: Prise en charge d'une pièce
pré-usinée par la deuxième broche déplaçable lorsque la position de
la pièce n'est pas connue avec précision).
Presser la contre-poupée sur la pièce (fonction contre-poupée)
La CNC PILOT stoppe le chariot et enregistre la „position de butée“.
G916 génère un „stop interpréteur“.
Déplacement en butée fixe (G916 sans paramètres). La CNC PILOT
effectue un déplacement en butée fixe et arrête dès que l'erreur de
poursuite est atteinte. La course restante est effacée.
enregistre la „position de butée“ dans les variables V901..V918.
retourne en arrière de la valeur de l'erreur de poursuite + course de
réserve (MP 1112, 1162, ..).
Dans MP 1112, 1162, .. vous définissez:
Limite de l'erreur de poursuite
Course de réserve
Programmation „Déplacement en butée fixe“:
U
Positionnez le chariot suffisamment en avant de la „butée“
U
Sélectionnez une avance pas trop élevée (< 1000 mm/min.)
Paramètres
H
Force de pression en daNewton (1 daNewton = 10 Newton)
D
Mode:
D=1: Activer la fonction contre-poupée
D=2: Désactiver la fonction contre-poupée
A partir de la version de logiciel 625 952-04:
D=3: Pas de message d'interruption lorsque la position
finale est atteinte
R
Course de réserve