Hypertherm Powermax45 Rev.1 Manuel d'utilisation
Page 71
FONCTIONNEMENT
powermax
45
Manuel de service
4-11
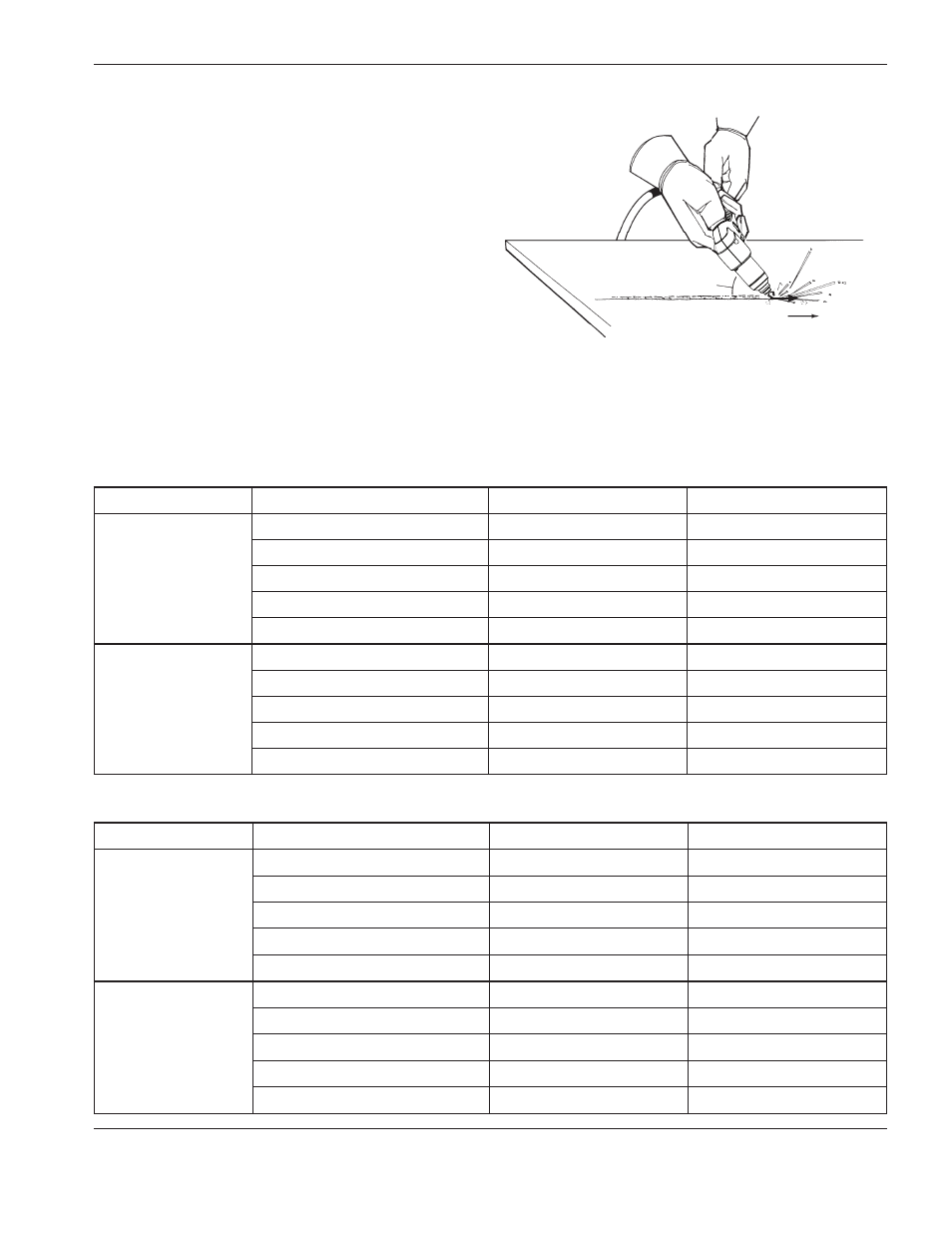
Sens de déplacement
45°
Note : Un protecteur thermique est disponible pour une meilleure protection de la torche et de la
main (numéro de référence 220049).
3. Maintenez un angle d’environ 45° sur la pièce
à mesure que vous pénétrez dans la goujure.
En d’autres termes, poussez l’arc plasma dans
le sens de la goujure que vous souhaitez créer.
Maintenez une distance minimale entre le bout de
la torche et le métal fondu pour éviter de réduire la
durée de vie du consommable ou d’endommager
la torche.
Le changement de l’angle de la torche modifie
les dimensions de la goujure.
Vous pouvez varier la profondeur de la goujure en variant l’angle de la torche sur la pièce. Les tableaux suivants
présentent le profil de gougeage à 45° et 60° sur l’acier doux et l’acier inoxydable.
Profil de gougeage de l’acier doux
Angle de la torche
Vitesse
Largeur
Profondeur
45°
254 mm/min (10 po/min)
7,75 mm
1,05 mm
508 mm/min (20 po/min)
6,50 mm
2,94 mm
762 mm/min (30 po/min)
5,76 mm
1,87 mm
1016 mm/min (40 po/min)
5,30 mm
1,31 mm
1270 mm/min (50 po/min)
4,73 mm
1,03 mm
60°
254 mm/min (10 po/min)
8,06 mm
4,18 mm
508 mm/min (20 po/min)
6,15 mm
2,39 mm
762 mm/min (30 po/min)
6,00 mm
1,39 mm
1016 mm/min (40 po/min)
5,80 mm
1,21 mm
1270 mm/min (50 po/min)
4,61 mm
0,73 mm
Angle de la torche
Vitesse
Largeur
Profondeur
45°
254 mm/min (10 po/min)
6,37 mm
3,05 mm
508 mm/min (20 po/min)
5,74 mm
1,96 mm
762 mm/min (30 po/min)
5,28 mm
1,09 mm
1016 mm/min (40 po/min)
4,83 mm
1,73 mm
1270 mm/min (50 po/min)
4,42 mm
1,47 mm
60°
254 mm/min (10 po/min)
6,55 mm
5,92 mm
508 mm/min (20 po/min)
6,42 mm
2,01 mm
762 mm/min (30 po/min)
5,92 mm
1,45 mm
1016 mm/min (40 po/min)
5,36 mm
1,10 mm
1270 mm/min (50 po/min)
5,09 mm
0,82 mm
Profil de gougeage de l’acier inoxydable