Circuit imprimé de commande, Liste de del du circuit imprimé de commande, Points de test du circuit imprimé de commande – Hypertherm MAXPRO200 Rev.1 Manuel d'utilisation
Page 152: Gaz (consulter, Circuit, Bleaux de coupe. consulter, Circuit imprimé de, Consulter, Circuit imprimé de commande à la, Entretien
148
MAXPRO200 Manuel d’instructions 807702 Révision 1
Entretien
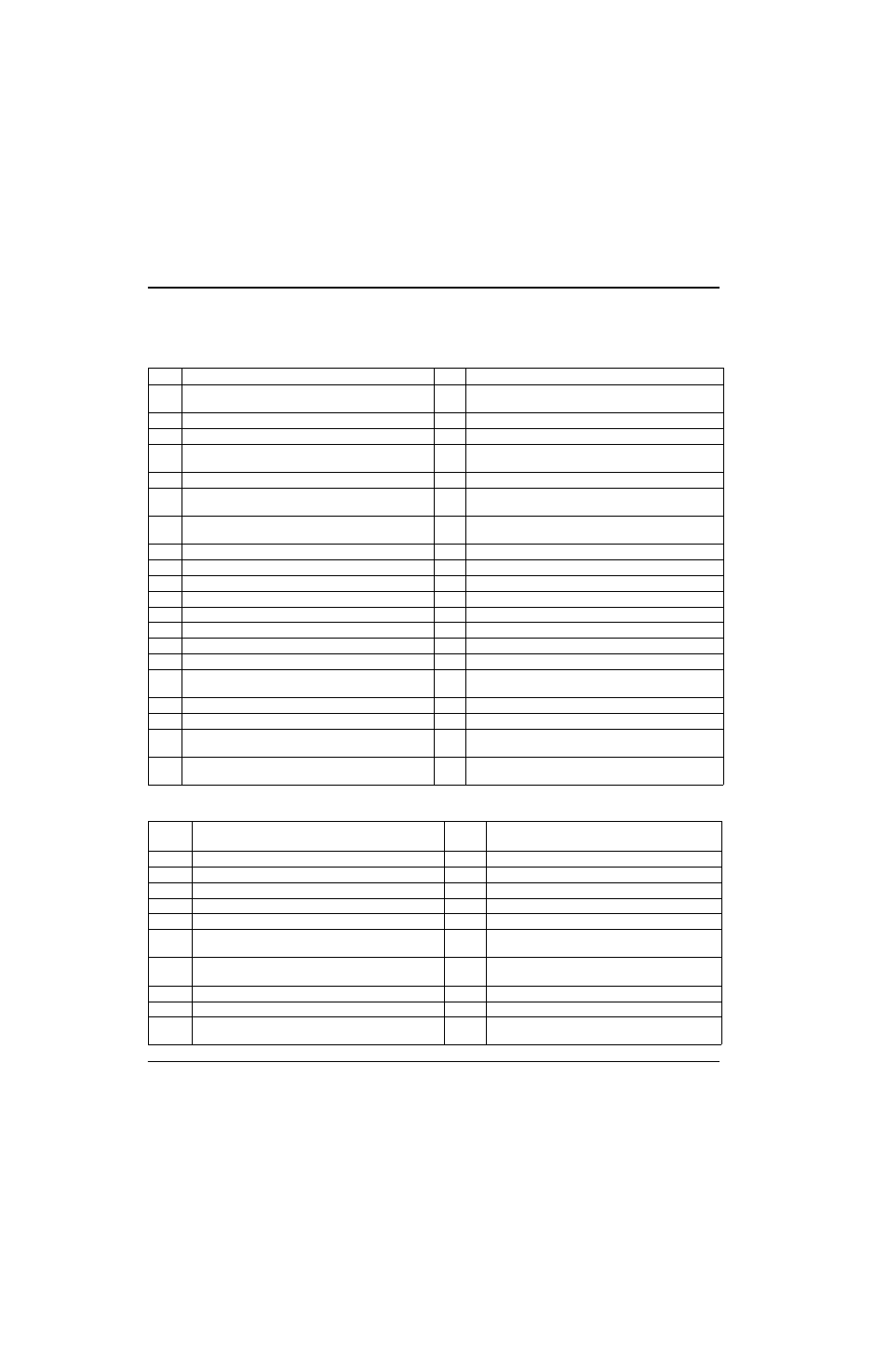
Circuit imprimé de commande
Liste de DEL du circuit imprimé de commande
Points de test du circuit imprimé de commande
DEL
Description
DEL Description
D1
Code d’identification de torche : 0
D46
Allumage haute fréquence (ALLUMÉE = circuit HF en
fonction)
D2
Code d’identification de torche : 1
D51
Sortie du contacteur (ALLUMÉE = contacts fermés)
D3
Code d’identification de torche : 2
D61
Erreur du lecteur de la valve de torche (ALLUMÉE = erreur)
D4
Code d’identification de torche : 3
D62
Lecteur de valve de torche OK (ALLUMÉE = alimentation
24 V présente)
D6
Signal de démarrage CNC (ALLUMÉE = activation)
D64
Non utilisée
D9
Maintien entrée (ALLUMÉE = activé)
D65
Détection de transfert (ALLUMÉE = 3,5 A ou plus détecté
dans le câble de retour)
D12
Sortie de déplacement
D68
Entrée de débit du liquide de refroidissement (impulsions du
capteur de débit)
D14
Erreur de sortie
D70
Pompe activée (ALLUMÉE = moteur de pompe en marche)
D15
Maintien sortie
D71
Communications série TX
D16
RX CAN
D96
Drapeau d’erreur de tension de BUS USB
D17
TX CAN
D100 Surintensité au hacheur B (ALLUMÉE = surintensité)
D26
Indicateur de tensions + 15/– 15 V
D101 Modulation d’impulsions en durée (PWM) pour hacheur A
D31
Côté soudé avec puissance d’entrée de 240 V c.a.
D102 Modulation d’impulsions en durée (PWM) pour hacheur B
D33
Indicateur de tension + 3,3 V
D103 Activation de l’arc pilote
D35
Surintensité au hacheur A (ALLUMÉE = surintensité)
D104 Modulation d’impulsions en durée (PWM) pour valve plasma
D37
Indicateur de tension + 5 V
D105
Modulation d’impulsions en durée (PWM) pour valve de gaz
de protection
D40
Indicateur de tension + 24 V
D106 Valve de torche activée
D41
Côté soudé avec puissance d’entrée de 120 V c.a.
D107 Non utilisée
D42
Détection de tension 240 V à l’entrée (ALLUMÉE =
alimentation 240 V c.a. détectée)
D111 Communications série RX
D44
Détection de tension 120 V à l’entrée (ALLUMÉE =
alimentation 120 V c.a. détectée)
Point
de test
Description
Point
de test
Description
TP1
+ 15 V
TP18
+ 5 V régulé
TP2
3,3 V analogique
TP19
+ 5 V non régulé (devrait être à 7 V ou plus)
TP3
Signal de masse
TP20
+ 24 V
TP4
+ 3,3 V
TP21
Non utilisée
TP5
– 15 V
TP22
Communications série RX
TP6
Modulation d’impulsions en durée (PWM) pour le canal A
(5 V)
TP23
Démarrage CNC +
TP7
Modulation d’impulsions en durée (PWM) pour le canal B
(5 V)
TP24
Démarrage CNC –
TP8
Activation de l’arc pilote (5 V)
TP25
Communications série TX
TP9
Sortie pour valve de gaz de protection (24 V)
TP26
Puissance de sortie de 15 V c.a. vers le hacheur
TP10
Activation de la valve de gaz plasma (5 V)
TP27
Entrée de température de la bobine à induction 2
(3,3 V analogique)