Entretien – Hypertherm MAXPRO200 Rev.1 Manuel d'utilisation
Page 137
MAXPRO200 Manuel d’instructions 807702 Révision 1
133
Entretien
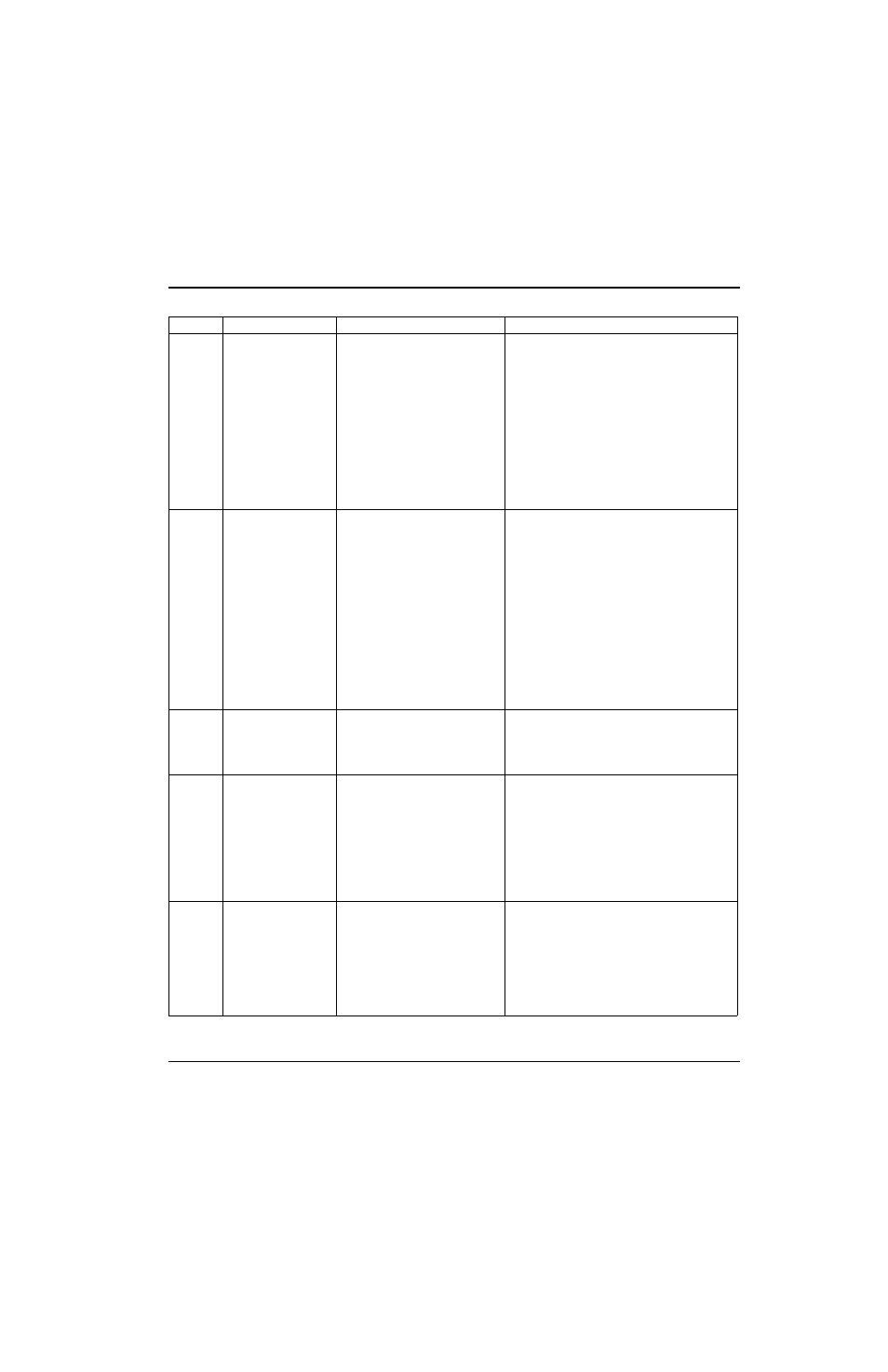
045
Pression de gaz plasma
élevée
La pression de gaz plasma est
supérieure à 25 % de la valeur
consignée (désirée)
1. Contrôler les réglages de la pression
d’alimentation en gaz.
2. Effectuer le test de débit de gaz à pression
consignée (001), et contrôler les réglages de gaz
du panneau avant selon les paramètres des
tableaux de coupe. Consulter
3. Consulter
Réglage des détendeurs d’alimentation
4. La soupape en ligne pourrait ne pas s’ouvrir.
Effectuer le contrôle d’étanchéité du plasma (003)
et le contrôle de la soupape en-ligne (006).
Consulter
Circuit imprimé de commande à la
050
Perte du signal de
démarrage
Le signal de démarrage a été reçu,
puis perdu avant l’amorçage de l’arc
1. Si un relais mécanique est utilisé pour fournir un
signal de démarrage au système, il se peut que
ses contacts rebondissent ou qu’ils soient
endommagés. Remplacer le relais.
2. Vérifier que le câble d’interface n’est pas
endommagé ou ne comporte pas de connexions
électriques ou de sertissages défectueux.
3. Si le câble d’interface est en bon état et qu’un
relais ne commande pas l’entrée de démarrage, la
CNC perd le signal de démarrage avant
l’amorçage d’un arc en régime permanent.
NOTE : Lors de coupe avec une torche manuelle, il
est normal de voir un code d’erreur 050 si le signal
de démarrage est retiré avant que le délai d’arc pilote
soit expiré (5 secondes).
051
Surchauffe de l’arc pilote
Durée maximum de l’arc pilote
dépassée
1. Laisser la source de courant à l’état inactif tandis
que les ventilateurs tournent durant 10 secondes.
2. Contrôler que la hauteur de perçage est correcte.
3. Minimiser la déviation de l’arc pilote hors de la
plaque.
053
Pression du gaz de
protection basse
La pression du gaz de protection est
inférieure à 25 % de la valeur
consignée (désirée)
1. Vérifier la pression de l’alimentation en gaz et la
présence d’un volume de gaz suffisant dans le
système.
2. Effectuer le test de débit de gaz à pression
consignée (001), et contrôler les réglages de gaz
du panneau avant selon les paramètres des
tableaux de coupe. Consulter
3. Consulter
Réglage des détendeurs d’alimentation
054
Pression du gaz de
protection élevée
La pression du gaz de protection est
supérieure à 25 % de la valeur
consignée (désirée)
1. Contrôler la buse de protection pour détecter la
présence de scories ou toute obstruction.
2. Effectuer le test de débit de gaz à pression
consignée (001), et contrôler les réglages de gaz
du panneau avant selon les paramètres des
tableaux de coupe. Consulter
3. Contrôler les pressions données par les capteurs
de pression pour s’assurer qu’elles sont correctes.
Numéro Nom
Description
Mesure correctrice