Entretien – Hypertherm MAXPRO200 Rev.1 Manuel d'utilisation
Page 136
132
MAXPRO200 Manuel d’instructions 807702 Révision 1
Entretien
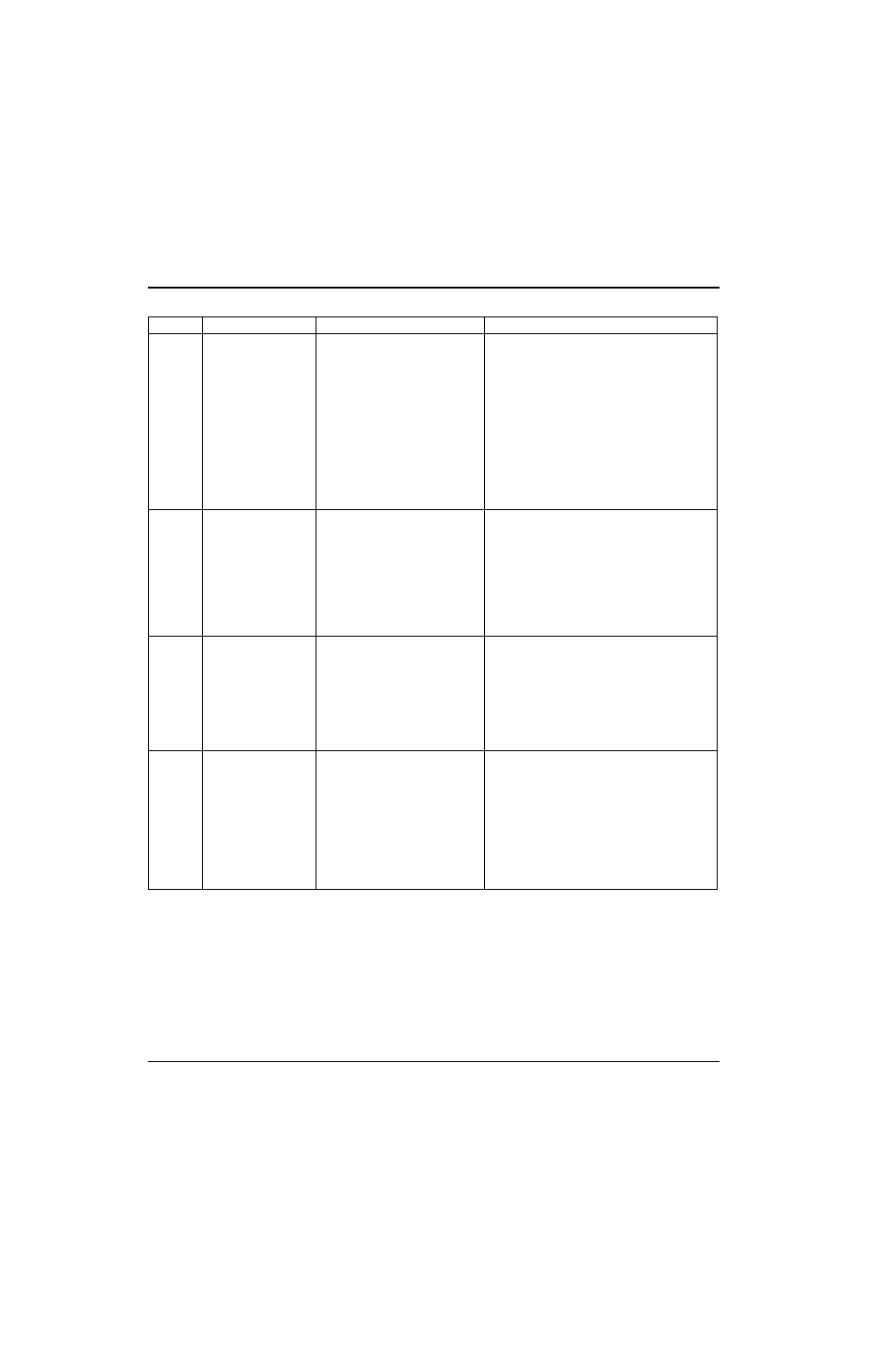
026
Perte de transfert
Perte du signal de transfert après la
réalisation du transfert.
1. Contrôler que les bons consommables sont
montés et qu’ils sont en bon état.
2. Contrôler si les paramètres de débit de coupe
sont adéquats.
3. Contrôler la hauteur de perçage.
4. Contrôler le délai de perçage.
5. Contrôler que l’arc n’a pas perdu le contact avec
la plaque pendant la coupe (découpe de trou, de
chutes, etc.).
6. Contrôler que le câble de retour n’est pas
endommagé ou que ses connexions ne sont pas
desserrées.
7. Essayer de brancher le câble de retour
directement sur la plaque.
027
Perte de phase
Déséquilibre de phase sur le hacheur
après la fermeture du contacteur ou
pendant la coupe.
1. Mesurer les tensions phase-phase de la source de
courant.
2. Couper l’alimentation de la source de courant,
déposer le couvercle du contacteur et contrôler si
ses contacts présentent une usure excessive.
3. Contrôler si le cordon d’alimentation, le
contacteur et l’entrée du hacheur comportent des
connexions desserrées.
4. Effectuer le test de perte de phase. Consulter
Détection de perte de phase à la page 160.
032
Expiration du délai de
maintien
Le signal de maintien a été actif
pendant plus de 60 secondes.
1. Vérifier que le câble d’interface n’est pas
endommagé. Les câbles de maintien peuvent être
court-circuités à l’intérieur.
2. Si la CNC maintient cette entrée, elle attend peut-
être une entrée complète de l’IHS d’une autre
torche.
3. Si le câble d’interface CNC est en bon état et s’il
s’agit d’un système à une seule torche, remplacer
la carte de commande.
044
Pression de gaz plasma
basse
La pression de gaz plasma est
inférieure à 25 % de la valeur
consignée (désirée)
1. Contrôler la pression de l’alimentation en gaz et le
volume de gaz restant dans les réservoirs.
2. Contrôler les réglages des gaz du panneau avant
selon les paramètres des tableaux de coupe.
3. Consulter
Réglage des détendeurs d’alimentation
4. Effectuer le test de débit de gaz à pression
consignée (001), et contrôler les réglages de gaz
du panneau avant selon les paramètres des
tableaux de coupe. Consulter
Numéro Nom
Description
Mesure correctrice