Acier inoxydable, Fonctionnement 4-48, Plasma h35 / protection n – Hypertherm HPR400XD Manual gas Manuel d'utilisation
Page 146: 260 a métrique, Marquage, Impérial
Fonctionnement
4-48
HPR400XD Manual Gas –
806172 Révision 3
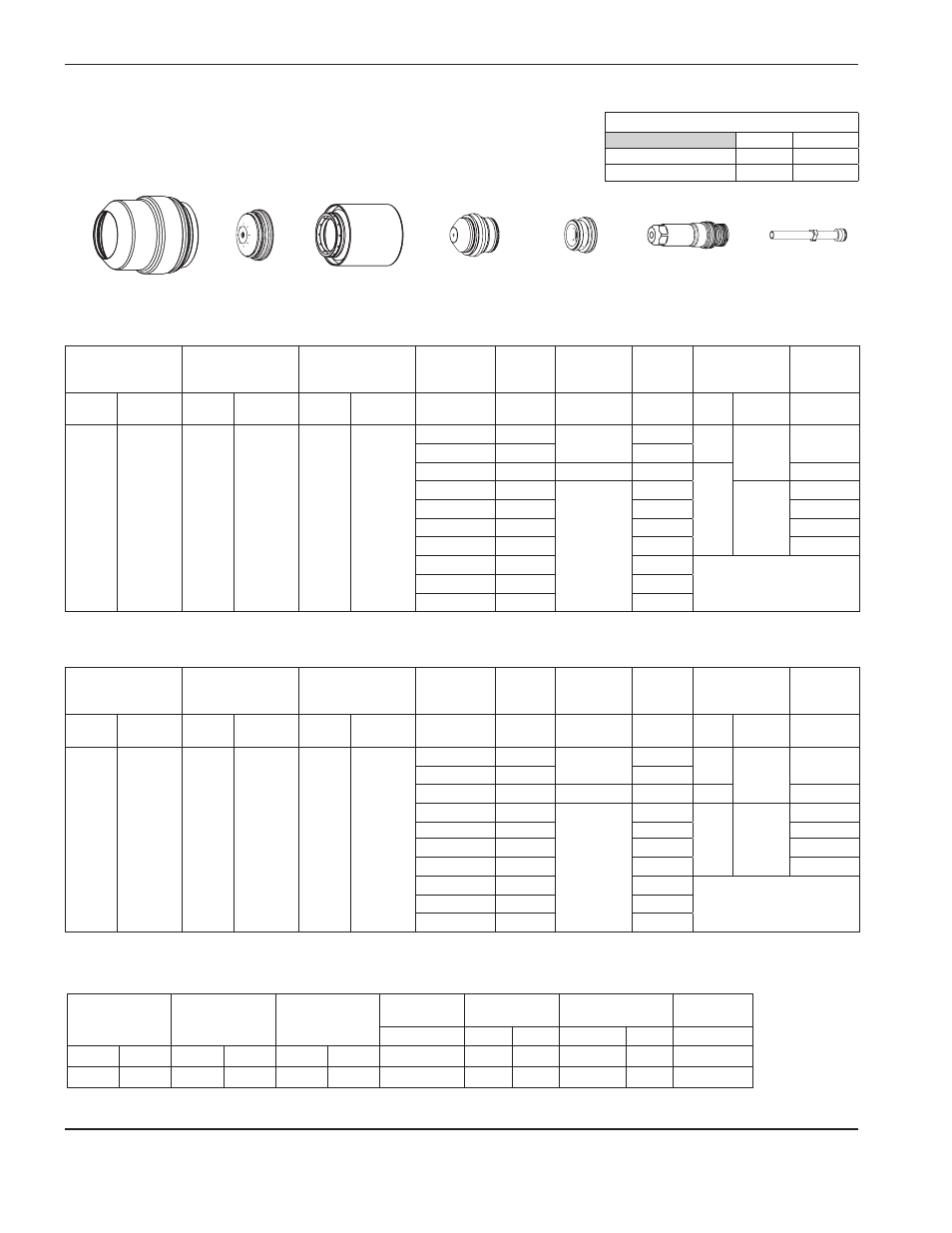
Acier inoxydable
Plasma H35 / Protection N
2
260 A
métrique
Débits – L/min / scfh
H35
N
2
Prégaz
0 / 0
127 / 270
Écoulement de coupe
40 / 84 122 / 260
marquage
Sélection des gaz Réglage prégaz
Réglage débit
de coupe
intensité
Distance
torche-pièce
Vitesse
de marquage
Tension
de l’arc
Ampères
mm
po
mm/min
po/min
Volts
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
120
Ar
Air
30
10
30
10
20
3,0
0.12
2540
100
63
220763
220637
220307
220758
220405
220406
220340
Sélection des gaz
Réglage prégaz
Réglage débit
de coupe
épaisseur
du matériau
Tension
de l’arc
Distance
torche-pièce
Vitesse
de coupe
Hauteur
de perçage
initiale
Délai
de perçage
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
mm
Volts
mm
mm/min
mm % facteur Secondes
H35
N
2
11
75
80
88
8
188
11,0
2030
11,0
100
0,3
10
185
1870
12
173
9,0
1710
9,0
0,4
15
171
7,5
1465
120
0,5
20
175
1085
0,6
25
180
785
0,7
32
185
630
1
38
186
510
Amorçage de l’arête
44
189
390
50
200
270
impérial
Sélection des gaz
Réglage prégaz
Réglage débit
de coupe
épaisseur
du matériau
Tension
de l’arc
Distance
torche-pièce
Vitesse
de coupe
Hauteur
de perçage
initiale
Délai
de perçage
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
po
Volts
po
po/min
po
% facteur Secondes
H35
N
2
11
75
80
88
5/16
188
0.45
80
0.45
100
0.3
3/8
185
75
1/2
173
0.35
65
0.35
0.4
5/8
171
0.30
55
0.36
120
0.5
3/4
175
45
0.6
1
180
30
0.7
1-1/4
185
25
1
1-1/2
186
20
Amorçage de l’arête
1-3/4
189
15
2
200
10