Tableau des commandes (6 de 14) – Hypertherm HPR260XD Auto Gas Manuel d'utilisation
Page 285
Annexe B – Protocole de l’interfAce cnc
HPR260XD Auto Gas –
806352 Révision 2
b-11
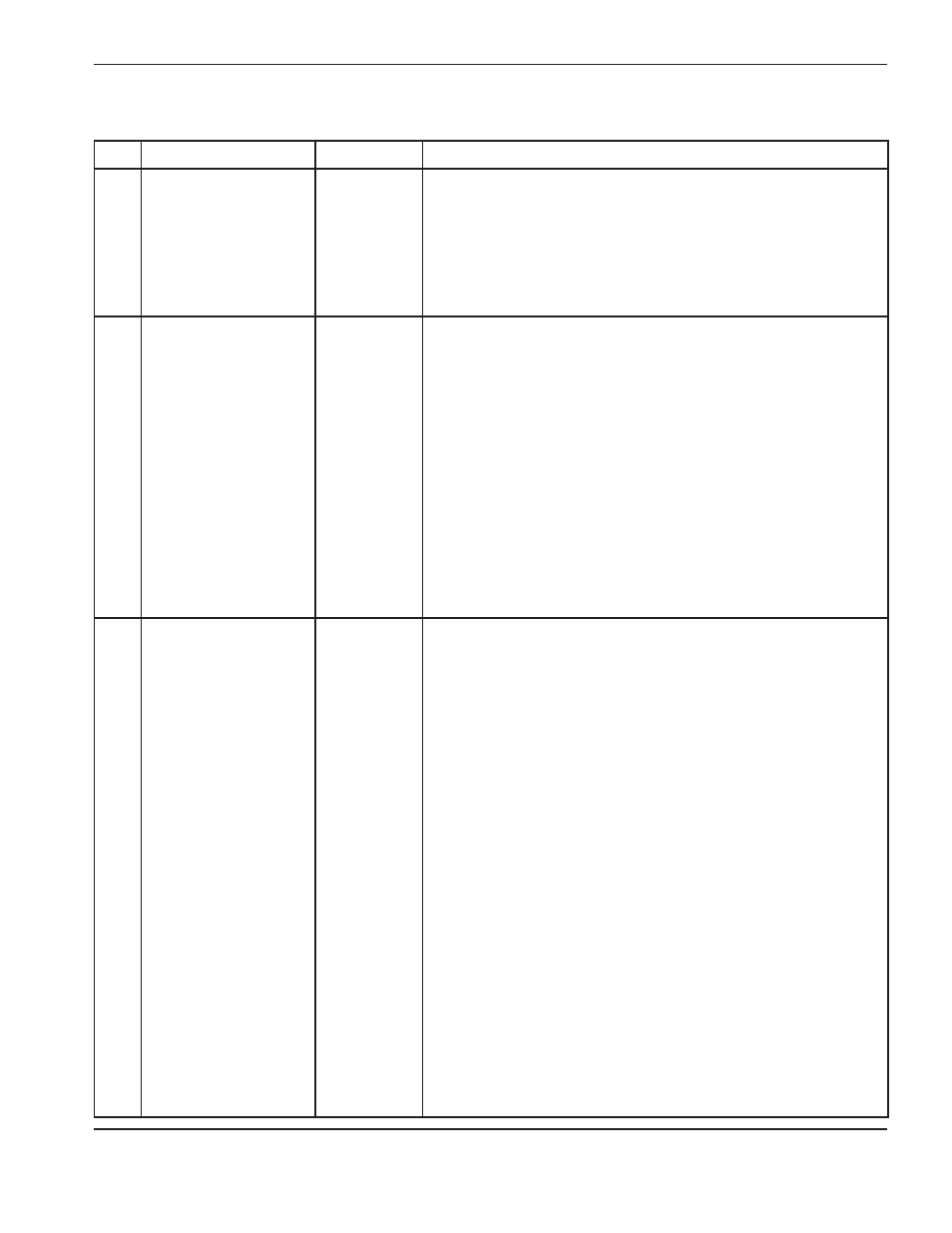
Tableau des commandes (6 de 14)
Id
Commande
Système
description
087 BROADCAST MODE
(mode diffusion)
Système de gaz
manuel
Système de gaz
automatique
Demande à tous les systèmes d’écouter, mais pas de répondre.
données :
Aucune
valeur de retour :
Aucune
Exemple :
>0879F<
Aucune réponse
094 READ_GAS_PRESSURES
(lecture pressions gaz)
Système de gaz
manuel
Système de gaz
automatique
Relever les pressions de gaz.
données :
Aucune
valeur de retour :
Pression de l’écoulement de coupe plasma (psi),
Pression du prégaz plasma (psi),
Pression de l’écoulement de coupe de protection (psi),
Pression du prégaz de protection (psi),
Pression du gaz de coupe 1 (psi),
Pression du gaz de coupe 2 (psi),
Pression d’entrée du mélange N
2
(psi),
Pression d’entrée du mélange gaz 2 (psi)
Séparé par des espaces
Les valeurs sont en psi (0007 = 7 psi)
Exemple :
>0949D<
>094PC0007 PP0036 SC0016 SP0003 CG0000 CG0000 MV0000 MV00005D<
095 SET_ALL_PARAMETERS
(réglage tous paramètres)
Système de gaz
automatique
Régler toutes les variables pour l’exécution du système plasma. Si les gaz d’entrée
changent, la source de courant passe en état de purge. Les modifications
de type de gaz ne sont pas autorisées pendant le coupage (état 4 – 10).
Les points de consigne des mélanges N
2
et gaz 2 ne sont applicables qu’en cas
d’utilisation d’un mélange de gaz plasma, p. ex. H35–N
2
. Dans les autres cas, ces
2 valeurs doivent être réglées sur 0.
Si le point de consigne de mélange N
2
est réglé sur la valeur 0, le système ferme
SV12, l’électrovanne pour le mélange N
2
. Si le point de consigne du mélange
de gaz 2 est réglé sur la valeur 0, le système ferme SV13 et ouvre SV14. Le gaz
d’entrée contourne alors le robinet motorisé 2 et passe directement à la sortie
de la console de mélange.
données :
Point de consigne du courant (5 – 130/260/400 A),
Pourcentage du courant d’angle (50 – 100 %),
Code du type de gaz plasma (utiliser le tableau VI),
Code du type de gaz de protection (utiliser le tableau VI),
Point de consigne de l’écoulement de coupe plasma (0 – 99 psi),
Point de consigne du prégaz plasma (0 – 99 psi),
Point de consigne de l’écoulement de coupe de protection (0 – 99 psi),
Point de consigne du prégaz de protection (0 – 99 psi),
Point de consigne du mélange N
2
(0 – 100 psi),
Point de consigne du mélange gaz 2 (0 – 100 psi),
Séparé par des espaces
valeur de retour :
1 = accepté, 0 = refusé
Exemple :
>095100 75 1 6 55 45 35 25 00 0084<
>0951CF<