Coupe chanfreinée sur acier inoxydable, Plasma n, Protection n – Hypertherm HPR260XD Auto Gas Manuel d'utilisation
Page 136: 130 a, Métrique, Impérial, Marquage
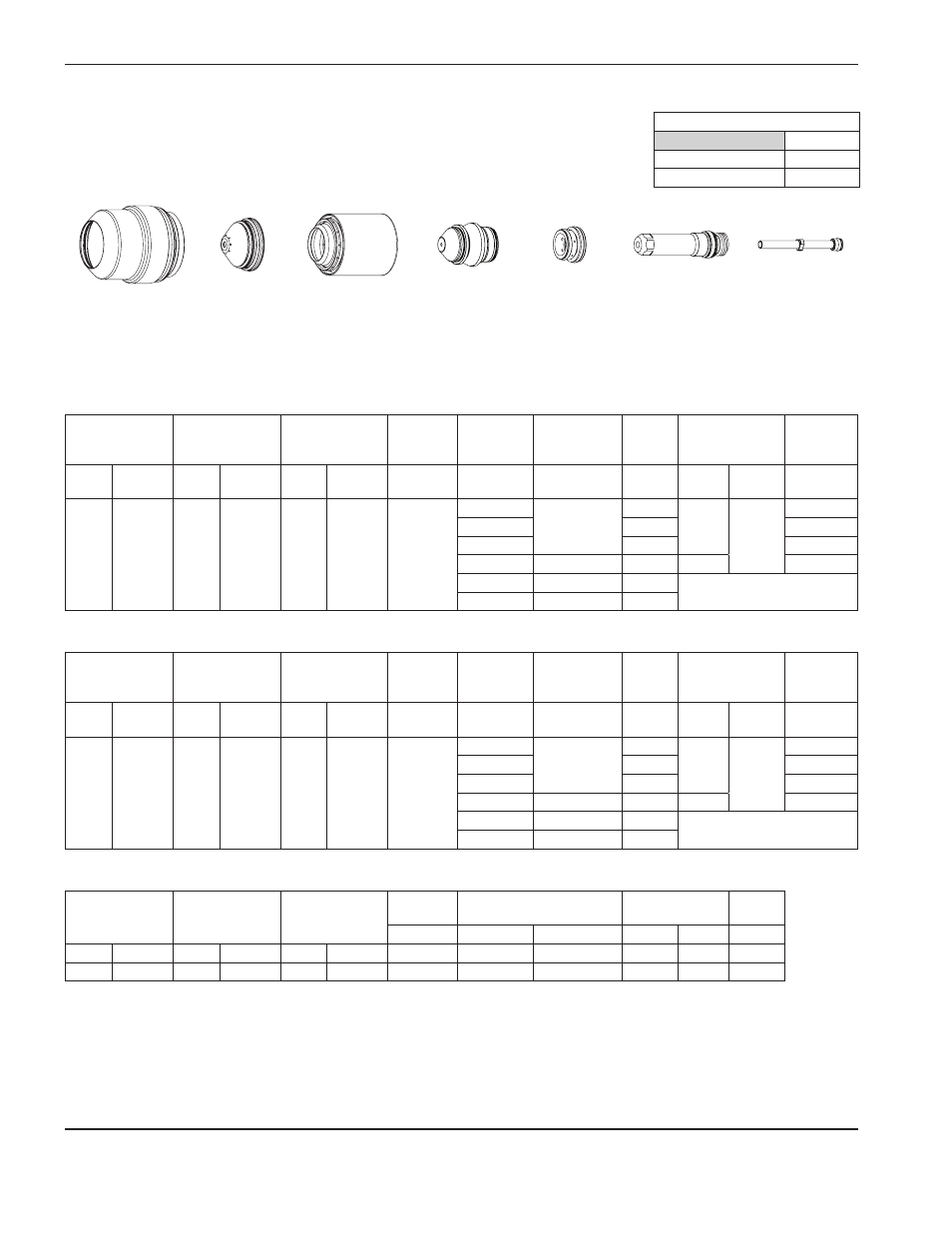
Fonctionnement
4-44
HPR260XD Auto Gas –
806352 Révision 2
Coupe chanfreinée sur acier inoxydable
Plasma N
2
/ Protection N
2
130 A
Note : La plage d’angles de chanfrein est comprise entre 0 et 45°.
débits – L/min / scfh
N
2
Prégaz
97 / 205
Écoulement de coupe
125 / 260
220738
220637
220606
220739
220179
220656
220571
Métrique
Sélection
des gaz
Réglage
du prégaz
Réglage
de l’écoulement
de coupe
Écartement
minimal
Épaisseur
équivalente
du matériau
Distance
torche-pièce
Vitesse
de coupe
Hauteur
de perçage initiale
Délai
de perçage
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
mm
mm
Plage (mm)
mm/min
mm
Facteur
en %
Secondes
N
2
N
2
19
51
75
63
2,0
6
3,0 – 10,0
1960
6,0
200
0,3
8
1630
0,4
10
1300
0,5
12
3,5 – 10,0
900
7,0
0,8
15
3,8 – 10,0
670
Amorçage de l’arête
20
4,3 – 10,0
305
Impérial
Sélection
des gaz
Réglage
du prégaz
Réglage
de l’écoulement
de coupe
Écartement
minimal
Épaisseur
équivalente
du matériau
Distance
torche-pièce
Vitesse
de coupe
Hauteur
de perçage initiale
Délai
de perçage
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
po
po
Plage (po)
po/min
po
Facteur
en %
Secondes
N
2
N
2
19
51
75
63
0.08
1/4
0.12 – 0.40
75
0.24
200
0.3
5/16
64
0.4
3/8
55
0.5
1/2
0.14 – 0.40
30
0.28
0.8
5/8
0.15 – 0.40
25
Amorçage de l’arête
3/4
0.17 – 0.40
15
Marquage
Sélection
des gaz
Réglage
du prégaz
Réglage
de l’écoulement
de coupe
Intensité
Distance
torche-pièce
Vitesse de
marquage
Tension
de l’arc
Ampères
mm
po
mm/min po/min
Volts
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
140
Ar
N
2
50
10
50
10
15
3,0
0.12
2540
100
75