Métrique, Impérial, Marquage – Hypertherm HPR260XD Auto Gas Manuel d'utilisation
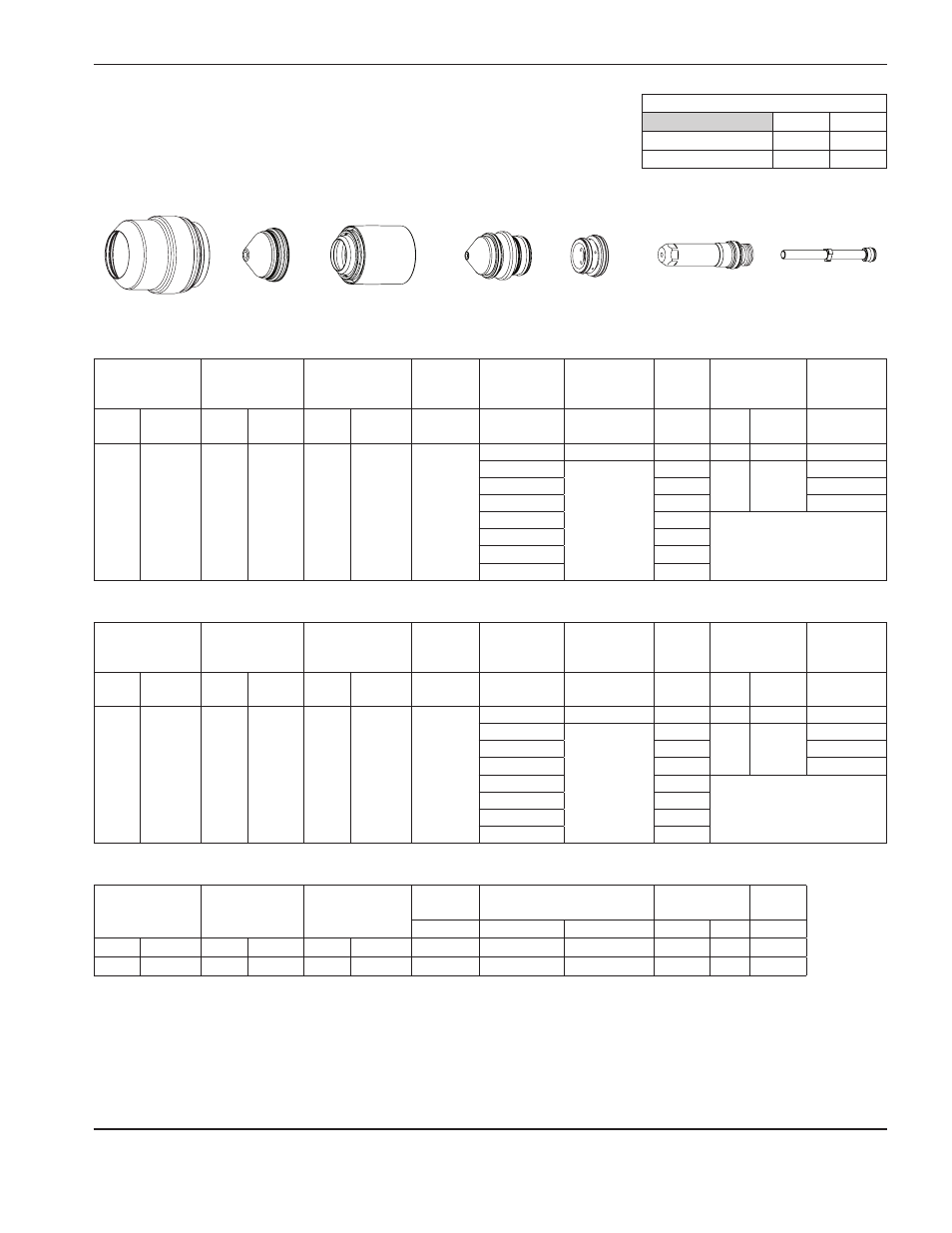
Page 129: Plasma o, Protection air 260 a
Fonctionnement
HPR260XD Auto Gas –
806352 Révision 2
4-37
220897
220637
220899
220896
220436
220898
220571
Métrique
Sélection
des gaz
Réglage
du prégaz
Réglage
de l’écoulement
de coupe
Écartement
minimal
Épaisseur
équivalente
du matériau
Distance
torche-pièce
Vitesse
de coupe
Hauteur
de perçage
initiale
Délai
de perçage
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
mm
mm
Plage (mm)
mm/min
mm
Facteur
en %
Secondes
O
2
Air
22
20
74
19
2,0
25
3,6 – 7,6
1685
9,0
250
0,8
28
4,8 – 7,6
1445
9,5
200
1
32
1135
1,2
38*
895
3,0
44
580
Amorçage de l’arête
50
405
58
290
64
195
Impérial
Sélection
des gaz
Réglage
du prégaz
Réglage
de l’écoulement
de coupe
Écartement
minimal
Épaisseur
équivalente
du matériau
Distance
torche-pièce
Vitesse
de coupe
Hauteur
de perçage
initiale
Délai
de perçage
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
po
po
Plage (po)
po/min
po
Facteur
en %
Secondes
O
2
Air
22
20
74
19
0.08
1
0.14 – 0.30
65
0.35
250
0.8
1-1/8
0.19 – 0.30
55
0.38
200
1
1-1/4
45
1.2
1-1/2*
35
3.0
1-3/4
22
Amorçage de l’arête
2
15
2-1/4
12
2-1/2
8
Marquage
Sélection
des gaz
Réglage
du prégaz
Réglage
de l’écoulement
de coupe
Intensité
Distance
torche-pièce
Vitesse
de marquage
Tension
de l’arc
Ampères
mm
po
mm/min po/min
Volts
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
122
Ar
Air
30
10
30
10
24
3,0
0.12
2540
100
62
Les consommables présentés sur cette page sont conçus pour le perçage des métaux épais. Ils sont recommandés uniquement en cas de problème
d’excès de scories sur le protecteur ou des ratés d’allumage de torche lors de l’utilisation de consommables de chanfrein standards.
L’utilisation du procédé de perçage des métaux épais peut réduire la durée de vie des consommables de 20 %.
* Suggestions pour le perçage de l’acier doux de 38 mm (1 1/2 po) d’épaisseur :
1. Activer le prégaz pendant l’IHS.
2. Utiliser une force de blocage pendant l’IHS.
3. Utiliser Réalisation perçage pendant le perçage.
Coupe chanfreinée sur acier doux
(tableau secondaire)
perçage de métal épais
Plasma O
2
/ Protection Air
260 A
débits – L/min / scfh
O
2
Air
Prégaz
0 / 0
85 / 180
Écoulement de coupe 47 / 99 54 / 115