Plasma / n, Protection 260 a – Hypertherm HPR260 Auto Gas Manuel d'utilisation
Page 293
5
ANNEXE D – COUPAGE EN CHANFREIN
HPR260 gaz auto
Mode d’emploi
d-11
4
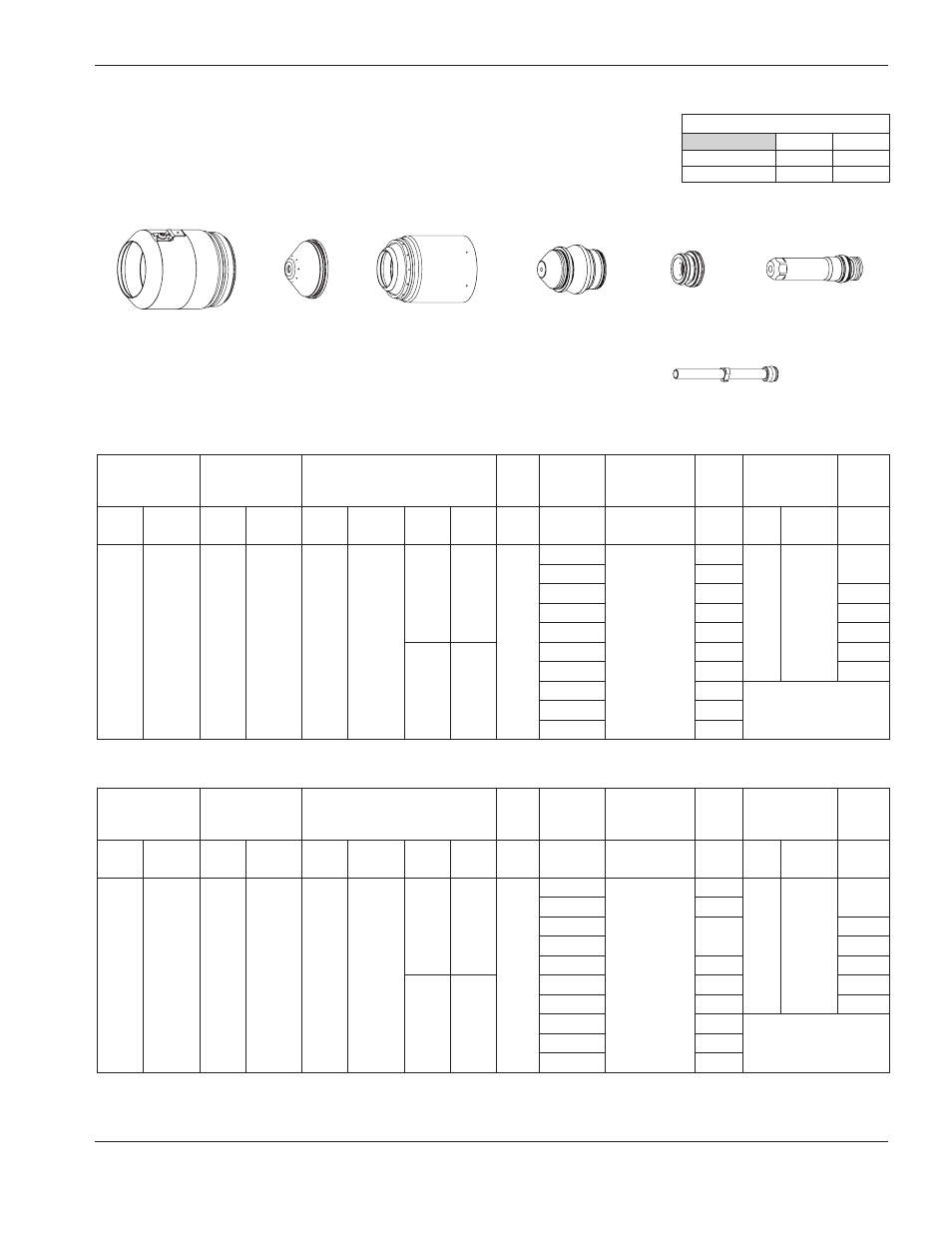
Coupage en chanfrein de l’acier inoxydable
H35 et N
2
Plasma / N
2
Protection
260 A
220609
220398
220606
220608
220405
220607
Notes : L’angle de chanfreinage a une plage de 0 à 45°. Le tube d’eau 220571
doit être utilisé
avec ses consommables chanfreinés.
Système Métrique
Système Anglais
Choisir
les gaz
Régler
sur prégaz
Régler l'écoulement
de coupe
Jeu
minimal
Épaisseur
du
matériau
Distance
torche-pièce
Vitesse
de
coupe
Haute de
perçage initiale
Retard
de
perçage
Plasma Protection Plasma Protection Plasma Protection
Mélange
de gaz 1
Mélange
de gaz 2
mm
mm
Plage (mm)
mm/m
mm Facteur %
sec.
H35
N
2
12
49
87
60
60
21
2,0
6
4,0 – 10,0
3 980
8,0
200
0,3
10
2 190
12
1 790
0,5
15
1 650
0,7
20
1 320
0,8
40
26
25
920
1,0
32
755
1,2
38
510
Amorçage à l’arête
44
390
50
270
Choisir
les gaz
Régler
sur prégaz
Régler l'écoulement
de coupe
Jeu
minimal
Épaisseur
du
matériau
Distance
torche-pièce
Vitesse
de
coupe
Haute de
perçage initiale
Retard
de
perçage
Plasma Protection Plasma Protection Plasma Protection
Mélange
de gaz 1
Mélange
de gaz 2
po.
po.
Plage (po.)
ppm
po. Facteur %
sec.
H35
N
2
12
49
87
60
60
21
0.08
1/4
0.160 – 0.400
150
0.320
200
0.3
3/8
90
1/2
65
0.5
5/8
0.7
3/4
55
0.8
40
26
1
35
1.0
1-1/4
30
1.2
1-1/2
20
Amorçage à l’arête
1-3/4
15
2
10
Débits – l/min à un réglage de 19 mm
H35
N
2
Débit préliminaire
0 / 0
132 / 280
Débit de coupe
13 / 27
163 / 345