Protection 260 a – Hypertherm HPR260 Auto Gas Manuel d'utilisation
Page 291
ANNEXE D – COUPAGE EN CHANFREIN
HPR260 gaz auto
Mode d’emploi
d-9
5
5
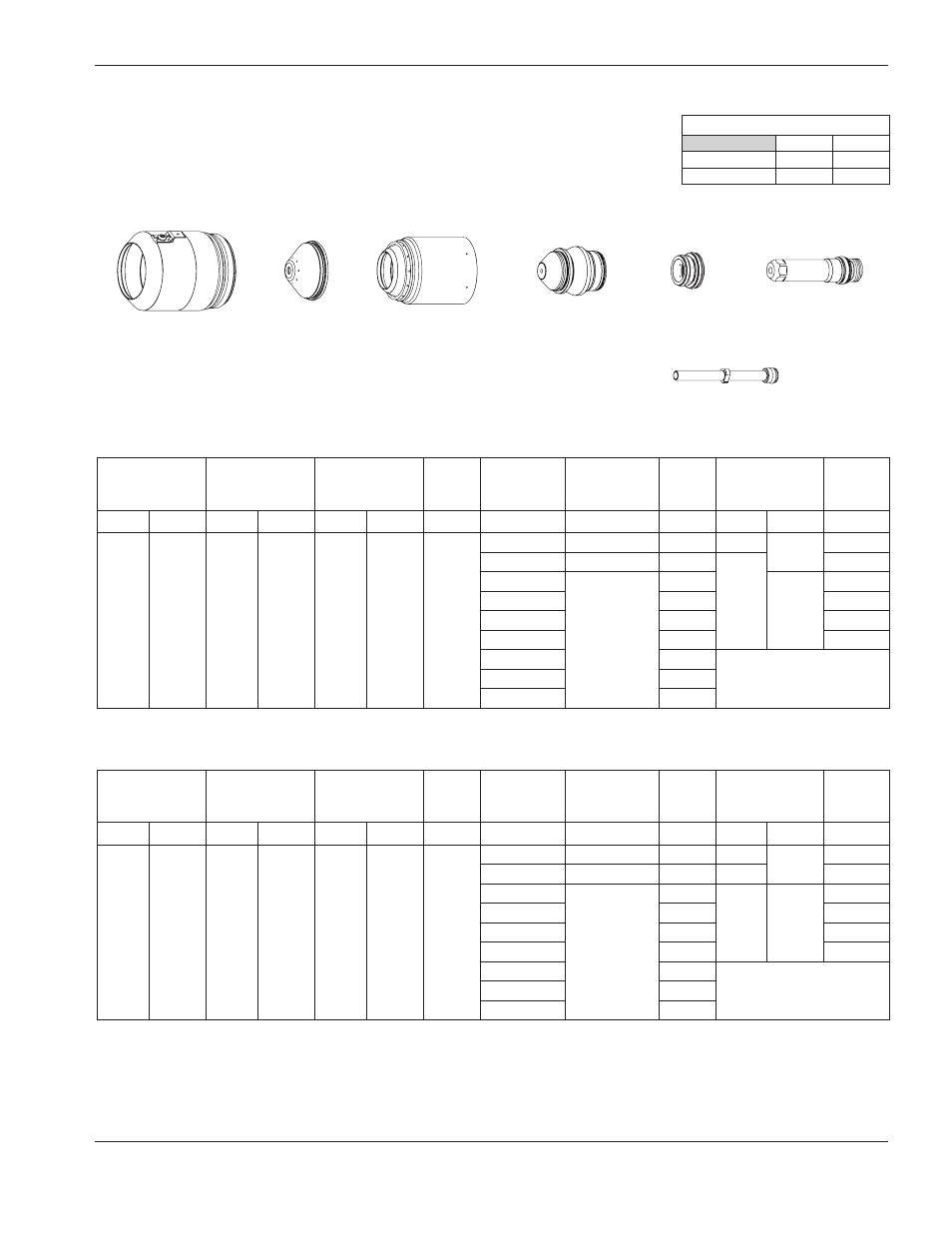
Coupage en chanfrein de l’acier inoxydable
H35 Plasma / N
2
Protection
260 A
220609
220398
220606
220608
220405
220607
Notes : L’angle de chanfreinage a une plage de 0 à 45°. Le tube d’eau 220571
doit être utilisé
avec ses consommables chanfreinés.
Débits – l/min à un réglage de 19 mm
H35
N
2
Débit préliminaire
0 / 0
127 / 270
Débit de coupe
40 / 84
122 / 260
Système Métrique
Système Anglais
Choisir
les gaz
Régler
sur prégaz
Régler l'écoulement
de coupe
Jeu
minimal
Épaisseur
du matériau
Distance
torche-pièce
Vitesse
de coupe
Haute de
perçage initiale
Retard de
perçage
Plasma Protection Plasma Protection Plasma Protection
mm
mm
Plage (mm)
mm/m
mm
Facteur %
sec.
H35
N
2
12
49
85
60
2,0
10
11,0
1 870
11,0
100
0,3
12
9,0 – 10,0
1 710
9,0
0,4
15
7,5 – 10,0
1 465
120
0,5
20
1 085
0,6
25
785
0,7
32
630
1,0
38
510
Amorçage à l’arête
44
390
50
270
Choisir
les gaz
Régler
sur prégaz
Régler l'écoulement
de coupe
Jeu
minimal
Épaisseur
du matériau
Distance
torche-pièce
Vitesse
de coupe
Haute de
perçage initiale
Retard de
perçage
Plasma Protection Plasma Protection Plasma Protection
po.
po.
Plage (po.)
ppm
po.
Facteur %
sec.
H35
N
2
12
49
85
60
0.08
3/8
0.450
75
0.500
100
0.3
1/2
0.350 – 0.400
65
0.350
0.4
5/8
0.300 – 0.400
55
0.360
120
0.5
3/4
45
0.6
1
30
0.7
1-1/4
25
1.0
1-1/2
20
Amorçage à l’arête
1-3/4
15
2
10