Acier doux, Plasma / air protection 130 a coupage – Hypertherm HSD130 Local High Frequency Manuel d'utilisation
Page 85
FONCTIONNEMENT
HySpeed HSD130
Manuel d’instructions
4-13
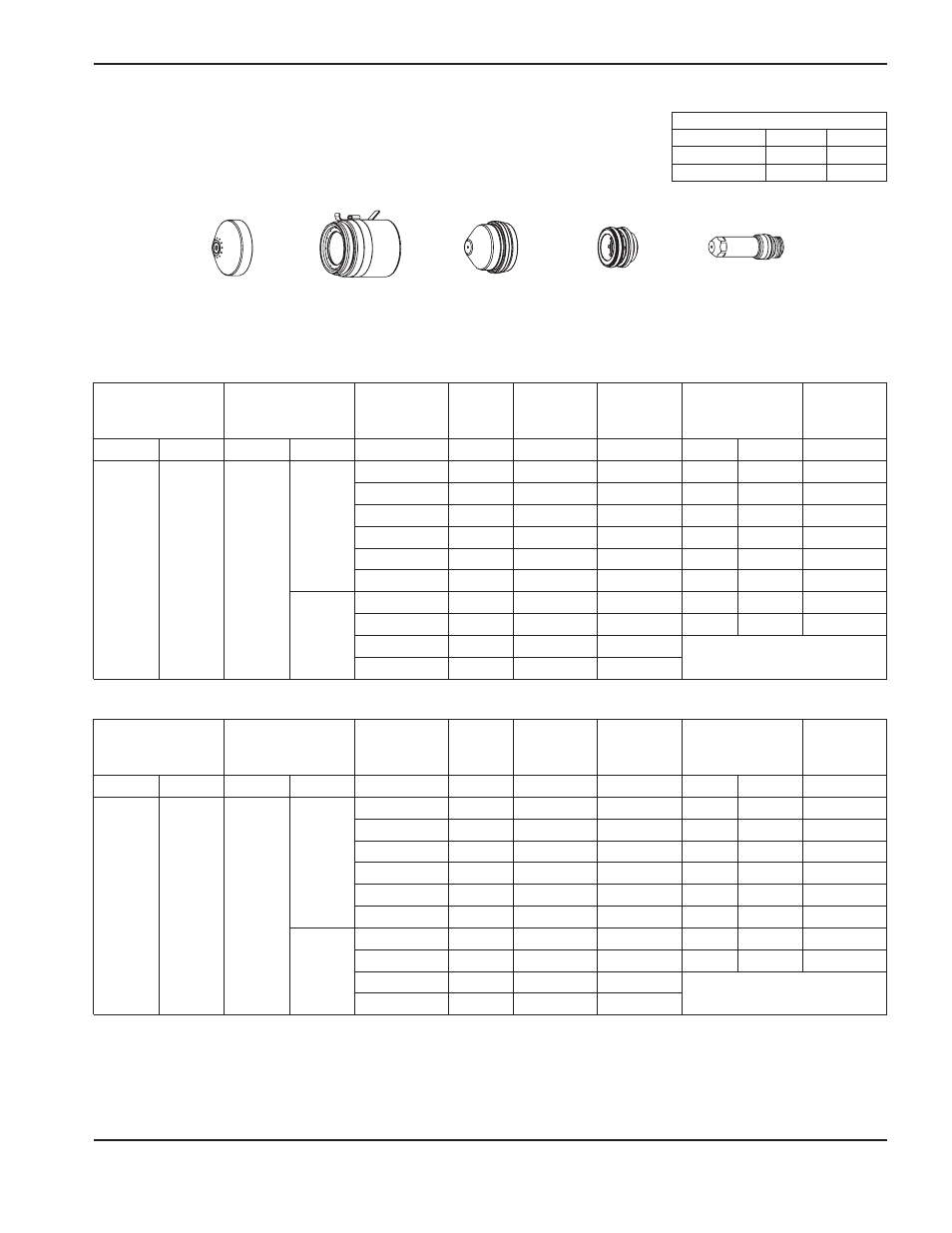
220491
220489
220488
220487
220578
220490 (pas de languette IHS)
Débits – lpm/scfh
O
2
Air
Débit préliminaire
0 / 0
90 / 190
Débit de coupe
48 / 102
92 / 195
Système Métrique
Système Anglais
Choisir
les gaz
Régler
sur prégaz
Épaisseur
du matériau
Tension
de l'arc
Distance
torche-pièce
Vitesse
de coupe
Haute de
perçage initiale
Retard de
perçage
Plasma
Protection
Plasma
Protection
po.
V
po.
ppm
po.
facteur %
sec.
O
2
Air
65
48
0.1350
128
0.100
240
0.2
200
0.1
0.1875
129
0.110
190
0.22
200
0.2
0.2500
130
0.110
150
0.22
200
0.3
0.3750
134
0.120
110
0.24
200
0.3
0.5000
136
0.120
80
0.24
200
0.5
0.6250
141
0.150
60
0.3
200
0.7
43
0.7500
142
0.150
50
0.3
200
1
1
152
0.160
25
0.32
200
1.5
1-1/4
155
0.180
20
Amorçage à l’arête
1-1/2
160
0.180
12
Choisir
les gaz
Régler
sur prégaz
Épaisseur
du matériau
Tension
de l'arc
Distance
torche-pièce
Vitesse
de coupe
Haute de
perçage initiale
Retard de
perçage
Plasma
Protection
Plasma
Protection
mm
V
mm
mm/m
mm
facteur %
sec.
O
2
Air
65
48
3
128
2,5
6 500
5
200
0,1
4
129
2,8
5 420
5,6
200
0,2
6
130
2,8
4 000
5,6
200
0,3
10
134
3,0
2 650
6
200
0,3
12
136
3,0
2 200
6
200
0,5
15
141
3,8
1 650
7,6
200
0,7
43
20
142
3,8
1 130
7,6
200
1
25
152
4,0
675
8
200
1,5
32
155
4,5
480
Amorçage à l’arête
38
160
4,5
305
Acier doux
O
2
Plasma / Air Protection
130 A Coupage