Tableaux de coupe, Compensation saignée-largeur estimée – Hypertherm HSD130 Local High Frequency Manuel d'utilisation
Page 81
FONCTIONNEMENT
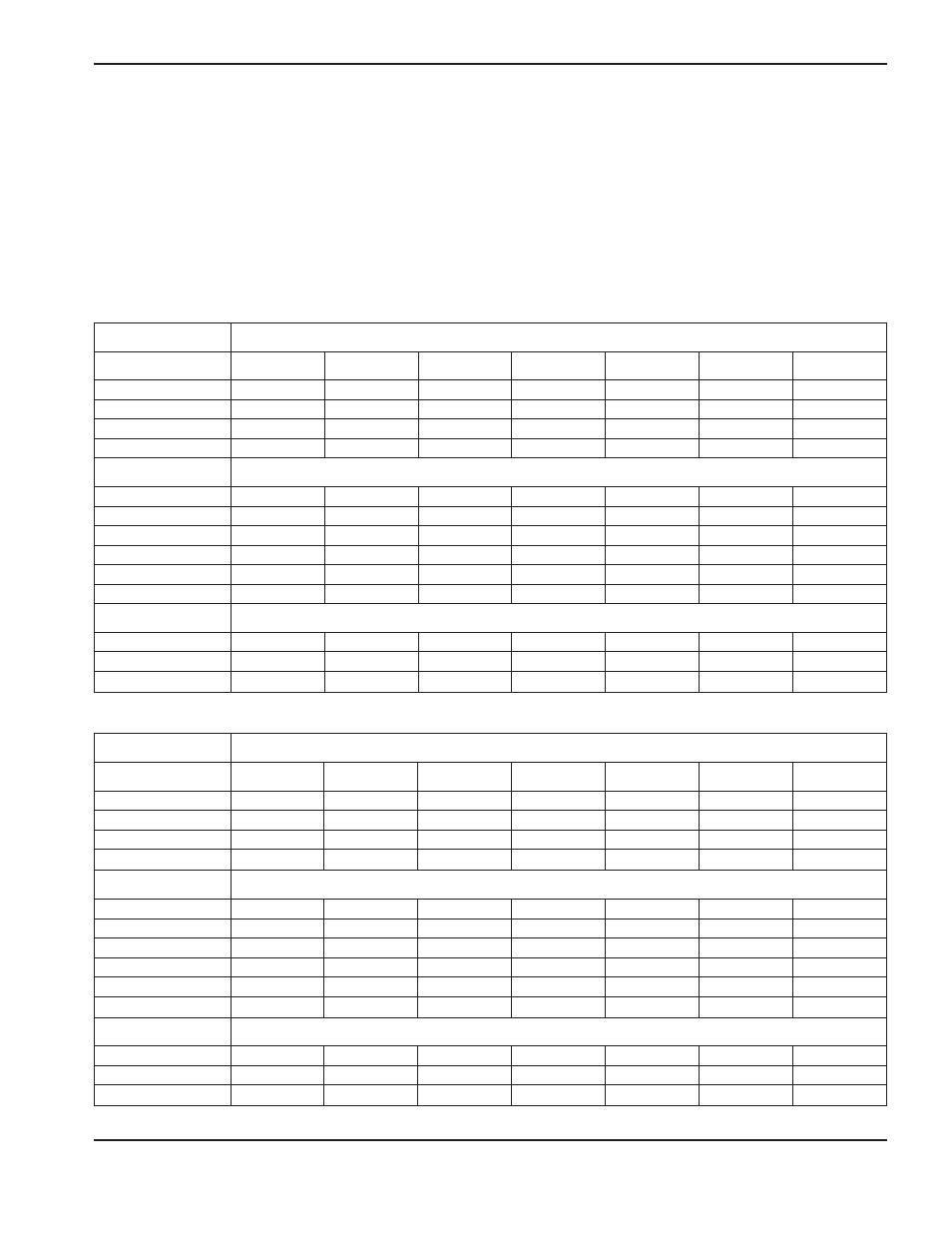
Tableaux de coupe
Les tableaux de coupe suivants montrent les pièces consommables, les vitesses de coupe et les réglages des gaz et de
la torche nécessaires pour chaque procédé.
Les numéros donnés dans les tableaux de coupe sont recommandés pour produire des coupes de haute qualité avec
un minimum de scories. En raison des différences entre les installations et la composition des matériaux, des réglages
peuvent être nécessaires pour obtenir les résultats escomptés.
HySpeed HSD130
Manuel d’instructions
4-9
Épaisseur du matériau (pouces)
Acier doux
0,06
0,135
0,25
0,375
0,5
0,75
1
130 O2/Air
0,061
0,07
0,078
0,088
0,092
0,121
130 Air/Air
0,053
0,062
0,074
0,082
0,107
0,128
50 O2/Air
0,041
0,046
0,058
45 Air/Air
0,032
0,050
0,056
Acier inoxydable
130 Air/Air
0,065
0,076
0,084
0,109
130 N2/N2
0,065
0,065
0,100
0,139
130 H35/N2
0,113
0,109
0,102
0,116
45 Air/Air
0,032
0,044
0,050
45 N2/N2
0,021
0,026
0,026
45 F5/N2
0,024
0,025
0,032
Aluminium
130 Air/Air
0,082
0,076
0,085
0,106
0,111
130 H35/N2
0,088
0,086
0,079
0,046
45 Air/Air
0,046
0,047
0,048
Compensation saignée-largeur estimée
Épaisseur du matériau – mm
Acier doux
1.524
3.429
6.350
9.525
12.70
19.05
25.40
130 O2/Air
1.549
1.778
1.981
2.235
2.336
3.073
130 Air/Air
1.346
1.574
1.879
2.082
2.717
3.251
50 O2/Air
1.041
1.168
1.473
45 Air/Air
0.812
1.270
1.422
Acier inoxydable
130 Air/Air
1.651
1.930
2.133
2.768
130 N2/N2
1.651
1.651
2.540
3.530
130 H35/N2
2.870
2.768
2.590
2.946
45 Air/Air
0.812
1.117
1.270
45 N2/N2
0.533
0.660
0.660
45 F5/N2
0.609
0.635
0.812
Aluminium
130 Air/Air
2.082
1.930
2.159
2.692
2.819
130 H35/N2
2.235
2.184
2.006
1.168
45 Air/Air
1.168
1.193
1.219