3 appr oc he et sor tie du cont our – HEIDENHAIN TNC 310 (286 140) Manuel d'utilisation
Page 77
63
TNC 310 HEIDENHAIN
X
Y
10
20
P
A
RR
P
S
R0
P
H
RR
RR
40
10
CCA=
180°
R10
35
20
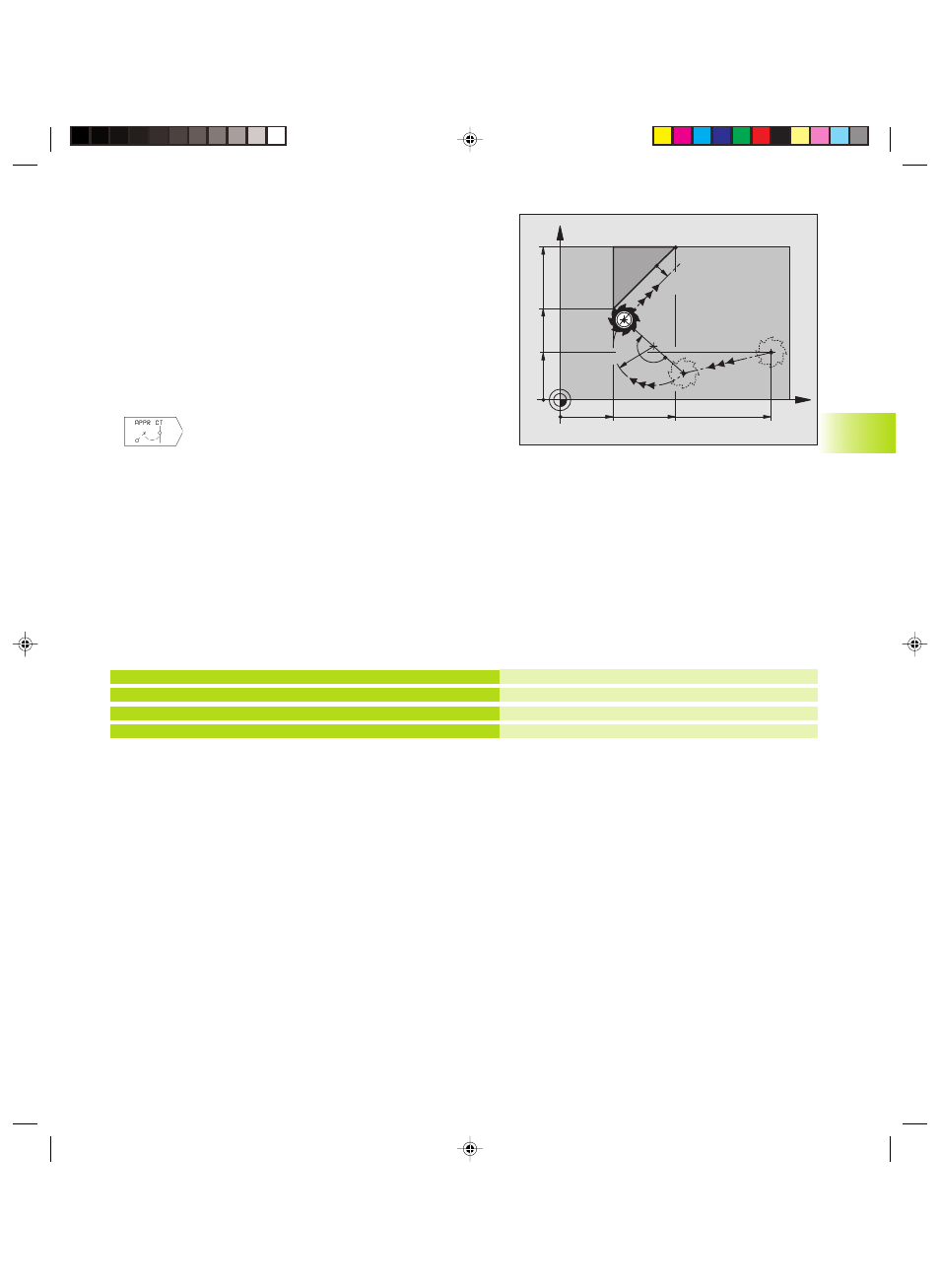
Aborder P
S
sans correction de rayon
P
A
avec corr. rayon. RR, rayon R=10
Point final du premier élément du contour
Elément de contour suivant
Approche par une trajectoire circulaire
avec raccordement tangentiel: APPR CT
La TNC guide l‘outil sur une droite allant du point initial P
S
jusqu‘à
un point auxiliaire P
H
. Partant de là, il aborde le premier point du
contour P
A
en suivant une trajectoire circulaire qui se raccorde par
tangentement au premier élément du contour.
La trajectoire circulaire de P
H
à P
A
est définie par le rayon R et
l‘angle au centre CCA. Le sens de rotation de la trajectoire circulaire
est donné par l‘allure générale du premier élément de contour.
ú
Fonction de contournage au choix: aborder le point initial P
S
ú
Ouvrir le dialogue avec touche APPR/DEP et softkey APPR CT:
ú
Coordonnées du premier point du contour P
A
ú
Angle au centre CCA de la trajectoire circulaire
■
CCA doit toujours être introduit avec son signe
positif
■
Valeur d‘introduction max. 360°
ú
Rayon R de la trajectoire circulaire
■
Approche du côté de la pièce défini par la
correction de rayon:
introduire R avec son signe positif
■
Approche par le côté de la pièce:
introduire R avec son signe négatif
ú
Correction de rayon RR/RL pour l‘usinage
Exemple de séquences CN
7 L X+40 Y+10 R0 FMAX M3
8 APPR CT X+10 Y+20 Z-10 CCA180 R+10 RR F100
9 L X+20 Y+35
10 L ...
6.3
Appr
oc
he et sor
tie du cont
our
Gkap6.pm6
19.07.2006, 11:30
63