HEIDENHAIN TNC 310 (286 140) Manuel d'utilisation
Page 132
8 Programmation: Cycles
118
Remarques avant que vous ne programmiez
Le signe du paramètre Profondeur détermine le sens de
l‘usinage.
Si vous désirez fraiser le tenon dans la masse, utilisez
une fraise à denture frontale (DIN 844). Introduisez une
petite valeur pour l'avance plongée en profondeur.
ú
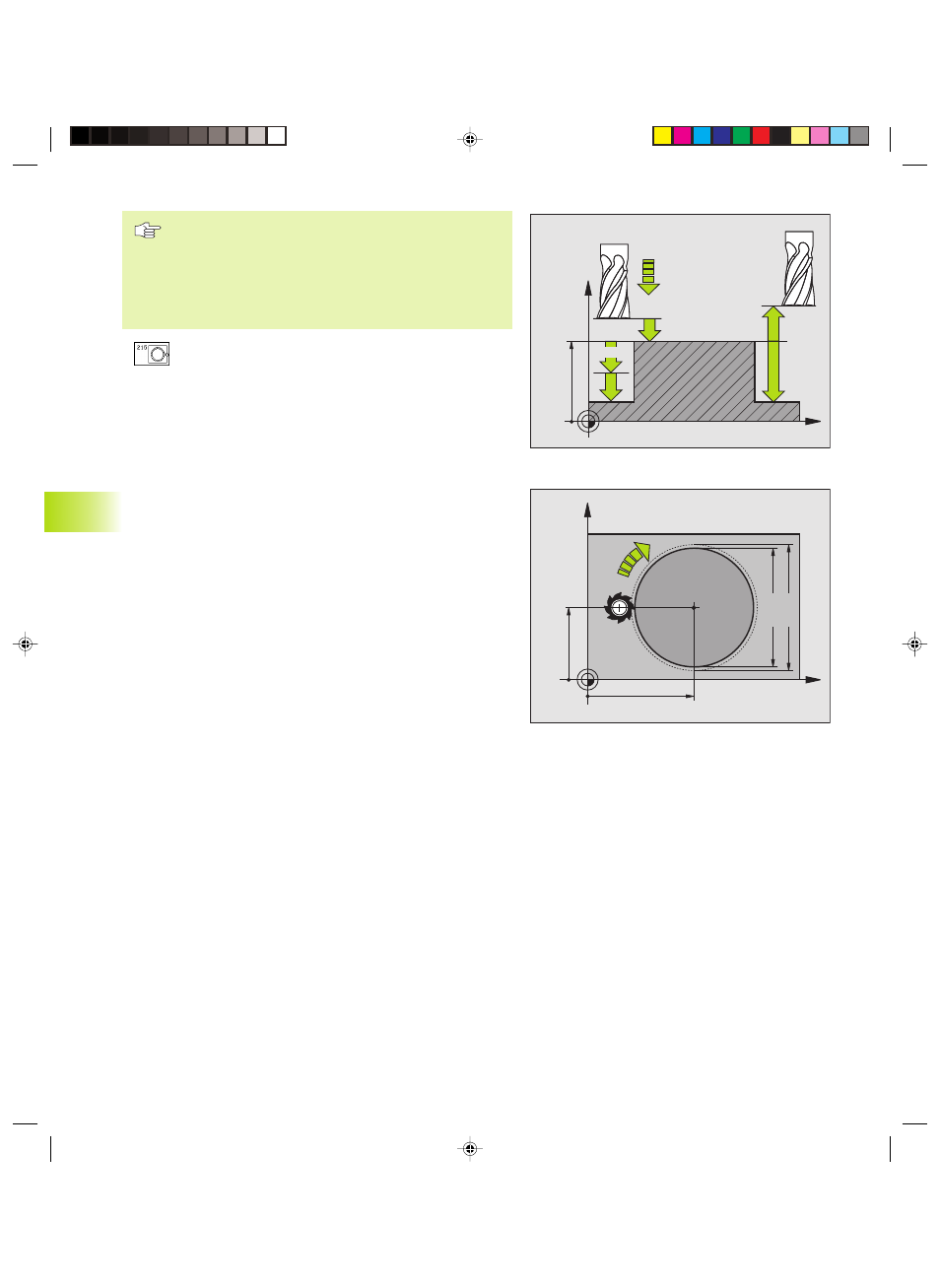
Distance d'approche Q200 (en incrémental): distance
entre la pointe de l'outil et la surface de la pièce
ú
Profondeur Q201 (en incrémental): distance entre la
surface de la pièce et le fond du tenon
ú
Avance plongée en profondeur Q206: vitesse de
déplacement de l'outil lors du déplacement jusqu'à la
profondeur, en mm/min. Si vous plongez dans la
matière, introduisez une faible valeur; si vous plongez
dans le vide, introduisez une avance plus élevée
ú
Profondeur de passe Q202 (en incrémental): distance
parcourue par l‘outil en une passe; introduire une
valeur supérieure à 0
ú
Avance de fraisage Q207: vitesse de déplacement de
l‘outil lors du fraisage, en mm/min.
ú
Coordonnée surface pièce Q203 (en absolu):
coordonnée de la surface de la pièce
ú
Saut de bride Q204 (en incrémental): coordonnée
dans l‘axe de broche excluant toute collision entre
l‘outil et la pièce (matériels de bridage)
ú
Centre 1er axe Q216 (en absolu): centre du tenon dans
l'axe principal du plan d'usinage
ú
Centre 2ème axe Q217 (en absolu): centre du tenon
dans l'axe auxiliaire du plan d'usinage
ú
Diamètre pièce brute Q222: diamètre du tenon prêt à
être usiné; introduire un diamètre de la pièce brute
supérieur au diamètre de la pièce finie
ú
Diamètre pièce finie Q223: diamètre du tenon après
usinage; introduire un diamètre de la pièce finie
inférieur au diamètre de la pièce brute
8.3 Cy
cles de fr
aisag
e de poc
hes,
t
enons et r
ainur
es
X
Z
Q200
Q201
Q206
Q203
Q204
Q202
X
Y
Q223
Q217
Q216
Q207
Q222
kkap8.pm6
19.07.2006, 11:30
118