5 cycles d'usinage ligne-à-ligne – HEIDENHAIN TNC 310 (286 140) Manuel d'utilisation
Page 147
133
TNC 310 HEIDENHAIN
Remarques avant que vous ne programmiez
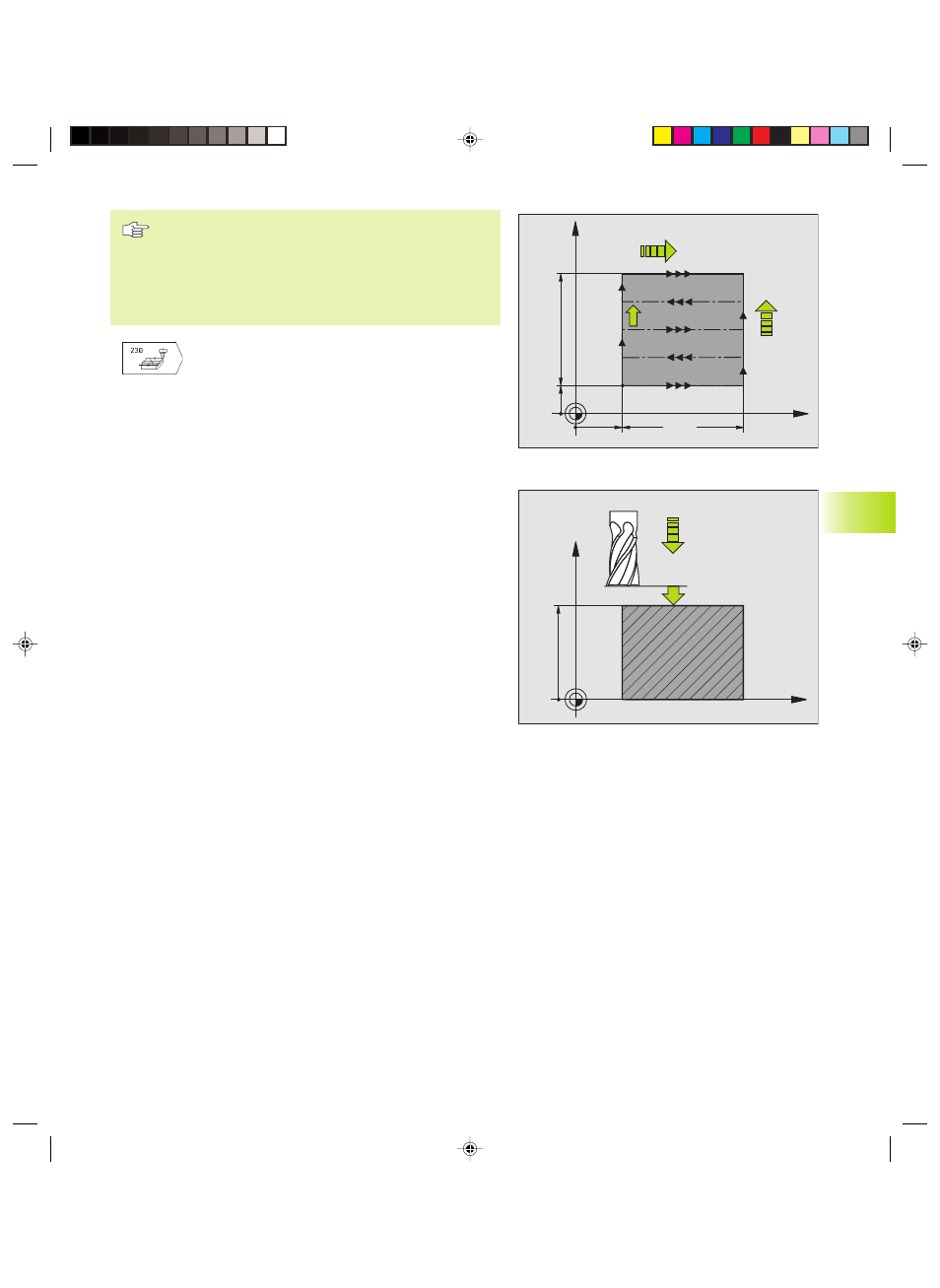
Partant de la position actuelle, la TNC positionne tout
d‘abord l‘outil dans le plan d‘usinage, puis dans l‘axe de
broche au point initial 1.
Pré-positionner l‘outil de manière à éviter toute collision
avec la pièce ou les matériels de bridage.
ú
Point initial 1er axe Q225 (absolu): coordonnée du
point Min de la surface à usiner ligne-à-ligne dans
l‘axe principal du plan d‘usinage
ú
Point initial 2ème axe Q226 (absolu): coordonnée
du point Min de la surface à usiner ligne-à-ligne
dans l‘axe auxiliaire du plan d‘usinage
ú
Point initial 3ème axe Q227 (en absolu): hauteur
dans l'axe de broche à laquelle sera effectué
l‘usinage ligne-à-ligne
ú
Longueur 1er côté Q218 (incrémental): longueur
de la surface à usiner ligne-à-ligne dans l‘axe
principal du plan d‘usinage (se réfère au point initial
du 1er axe)
ú
Longueur 2ème côté Q219 (incrémental): longueur
de la surface à usiner ligne-à-ligne dans l'axe
auxiliaire du plan d'usinage (se réfère au point
initial 2ème axe
ú
Nombre de coupes Q240: nombre de lignes sur
lesquelles la TNC doit déplacer l‘outil dans la
largeur
ú
Avance plongée en profondeur Q206: vitesse de
déplacement de l‘outil allant de la distance
d'approche à la profondeur de fraisage, en mm/
min.
ú
Avance de fraisage Q207: vitesse de déplacement
de l‘outil lors du fraisage, en mm/min.
ú
Avance transversale Q209: vitesse de l‘outil lors de
son déplacement à la ligne suivante, en mm/min.;
si vous vous déplacez obliquement dans la
matière, programmez Q209 inférieur à Q207; si
vous vous déplacez obliquement dans le vide,
Q209 peut être supérieur à Q207
ú
Distance d'approche Q200 (en incrémental):
distance entre la pointe de l‘outil et la profondeur
de fraisage pour le positionnement en début et en
fin de cycle
8.5 Cycles d'usinage ligne-à-ligne
X
Z
Q200
Q227
Q206
X
Y
Q226
Q225
Q219
Q218
Q207
Q209
N = Q240
kkap8.pm6
19.07.2006, 11:30
133