Aluminium, Plasma n, Protection n – Hypertherm HPR800XD Auto Gas Manuel d'utilisation
Page 192: 600 a, Métrique marquage, Impérial
Fonctionnement
4-88
HPR800XD Auto Gas
– 806502 Révision 1
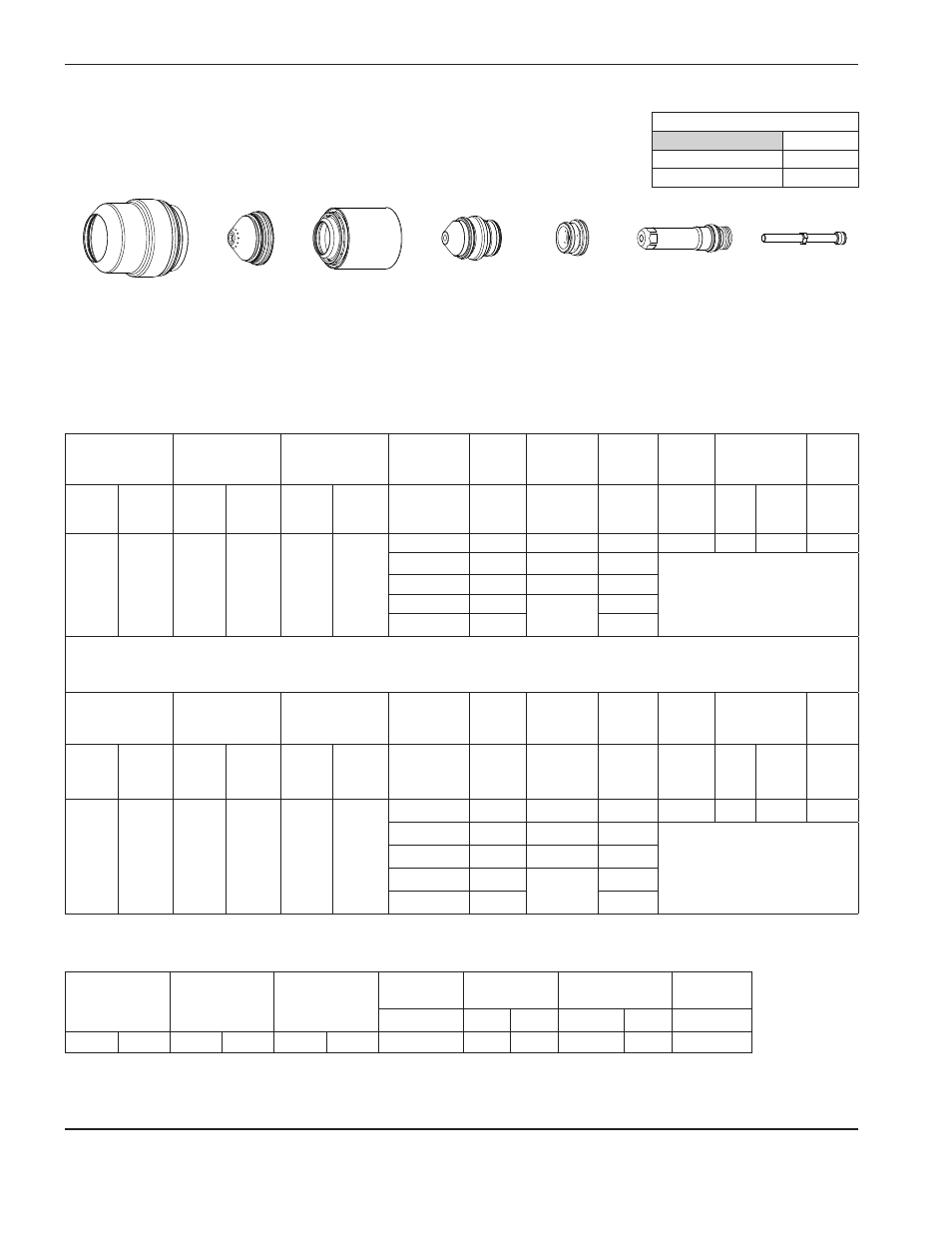
Aluminium
Plasma N
2
/ Protection N
2
600 A
220707
220637
220709
220885
220405
220859
220571
Métrique
Marquage
Sélection
des gaz
Réglage
prégaz
Réglage
écoulement
de coupe
Intensité
Distance
torche-pièce
Vitesse de
marquage
Tension
de l’arc
Ampères
mm
po
mm/min
po/min
Volts
N
2
N
2
30
10
60
35
24
1,8
0.07
1270
50
81
Note :
La réalisation perçage doit être sur arrêt pour tous les procédés de 600 A.
Débit – L/min / scfh
N
2
Prégaz
110 / 232
Écoulement de coupe
167 / 353
Sélection
des gaz
Réglage
prégaz
Réglage
écoulement
de coupe
Épaisseur
du matériau
Tension
de l’arc
Distance
torche-pièce
Vitesse
de coupe
Hauteur de
transfert
Hauteur de
perçage initiale
Délai de
perçage
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
mm
Volts
mm
mm/min
mm
mm
Facteur
en % Secondes
N
2
N
2
43
13
50
3w4
40
185
9,5
1448
19,1
25,4
266
2,0
45
196
12,7
1248
Amorçage de l’arête
50
195
10,2
1048
60
209
12,7
832
80
212
600
Impérial
Sélection
des gaz
Réglage
prégaz
Réglage
écoulement
de coupe
Épaisseur
du matériau
Tension
de l’arc
Distance
torche-pièce
Vitesse
de coupe
Hauteur de
transfert
Hauteur de
perçage initiale
Délai de
perçage
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
po
Volts
po
po/min
po
po
Facteur
en % Secondes
N
2
N
2
43
13
50
34
1-1/2
185
0.375
60
0.75
1
266
2.0
1-3/4
196
0.500
50
Amorçage de l’arête
2.0
195
0.400
40
2-1/2
209
0.500
30
3.0
212
26