Acier inoxydable, Plasma h35 / protection n, 800 a – Hypertherm HPR800XD Auto Gas Manuel d'utilisation
Page 177: Métrique impérial, Marquage
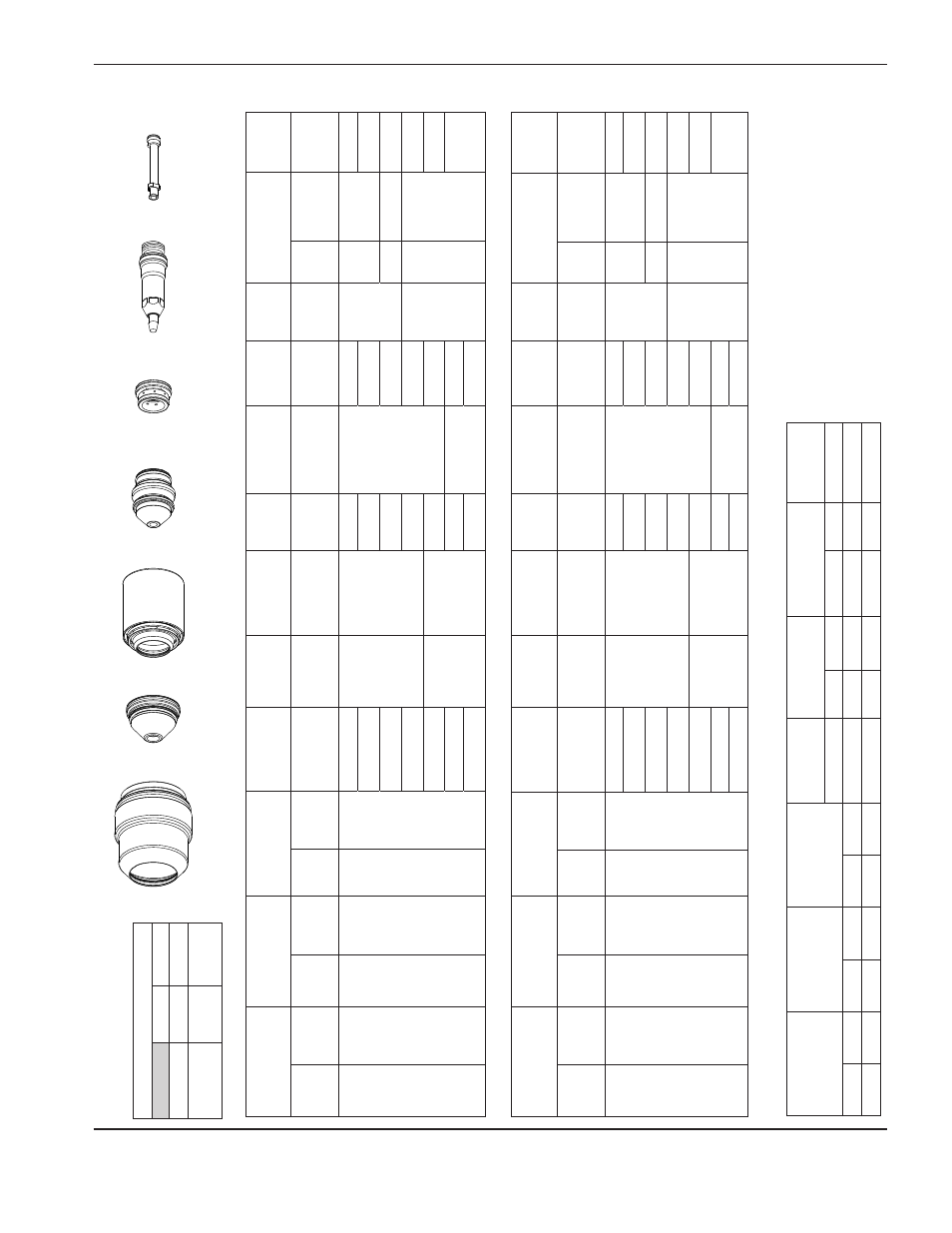
Fonctionnement
HPR800XD Auto Gas
– 806502 Révision 1
4-73
Acier inoxydable
–
Plasma H35
/ Protection N
2
8
00 A
22
0886
220
63
7
220
882
Se reporter au
tableau ci-dessous
22
0884
220
881
Débit
–
L/min / scfh
H35
N
2
Prégaz
0 / 0
123 / 26
0
Écoulement de coupe
76 / 16
0
121 / 25
7
Métrique
Impérial
S
éle
ct
ion
de
s g
az
Ré
gl
ag
e
pr
éga
z
Ré
gl
ag
e
éc
ou
leme
nt
de c
ou
pe
Ép
ais
seu
r
du m
at
ér
ia
u
Di
ffus
eu
r
Bus
e de
pr
ot
ec
tion
de l
a b
us
e
Ten
sio
n
de l
’ar
c
Di
st
an
ce
tor
che
-pi
èc
e
Vi
tes
se
de c
ou
pe
H
au
te
ur
de
tra
nsf
er
t
H
au
te
ur
de
p
erç
age
Déla
i de
perç
age
G
az
pla
sma
G
az d
e
pr
ot
ec
tion
G
az
pla
sma
G
az d
e
pr
ot
ec
tion
G
az
pla
sma
G
az d
e
pr
ot
ec
tion
mm
Nu
mér
o
de
ré
fé
ren
ce
Nu
mér
o
de
ré
fé
ren
ce
Vo
lts
mm
mm
/m
in
mm
mm
Fac
te
ur
en %
Se
con
de
s
H
35
N
2
64
13
69
37
50
22
03
53
22
0885
17
2
12
,7
72
0
19
25
,4
20
0
3,0
65
17
7
57
0
3,5
75
18
0
46
4
38
,1
30
0
4,
5
10
0
19
0
287
N/D
N/D
Amor
ça
ge
de l
’ar
êt
e
un
iqu
em
en
t
3,0
12
5
22
03
50
22
07
12
207
15
5
3,5
15
0
214
9,
7
12
0
4,0
16
0
22
5
10
0
Sé
lec
tion
de
s g
az
Ré
gl
ag
e
pr
éga
z
Ré
gl
ag
e
éc
ou
leme
nt
de c
ou
pe
Ép
ais
seu
r
du m
at
ér
ia
u
Di
ffus
eu
r
Bus
e de
pr
ot
ec
tion
de l
a b
us
e
Ten
sio
n
de l
’ar
c
Di
st
an
ce
tor
che
-pi
èc
e
Vi
tes
se
de c
ou
pe
H
au
te
ur
de
tra
nsf
er
t
H
au
te
ur
de
p
erç
age
Déla
i de
perç
age
G
az
pla
sma
G
az d
e
pr
ot
ec
tion
G
az
pla
sma
G
az d
e
pr
ot
ec
tion
G
az
pla
sma
G
az d
e
pr
ot
ec
tion
po
Vo
lts
po
po
/m
in
po
po
Fac
te
ur
en %
Se
con
de
s
H
35
N
2
64
13
69
37
2.0
22
03
53
22
0885
17
2
0.
5
28
0.
75
1
20
0
3.0
2-
1/
2
17
7
23
3.5
3.0
18
0
18
1.
5
30
0
4.
5
4.0
19
1
11
N/D
N/D
Amor
ça
ge
de l
’ar
êt
e
uni
qu
em
en
t
3.0
5.0
22
03
50
22
07
12
20
8
6.0
3.5
6.0
217
0.
38
4.
5
4.0
6-
1/4
22
5
4.0
Marquage
Séle
ct
ion
de
s g
az
Ré
gl
ag
e
pr
éga
z
Ré
gl
ag
e
éc
ou
leme
nt
de c
ou
pe
In
te
ns
ité
Di
st
an
ce
tor
che
-pi
èc
e
Vi
tes
se
d
e
ma
rq
ua
ge
Ten
sio
n
de l
’ar
c
Am
pè
re
s
mm
po
mm
/m
in
po
/m
in
Vo
lts
N
2
N
2
30
10
40
40
24
2,
5
0.1
25
40
10
0
79
Ar
N
2
30
10
40
40
24
2,
5
0.1
25
40
10
0
45
Se reporter au
tableau ci-dessous
Notes :
La réalisation perçage doit être sur arrêt pour tous les procédés de 800 A. La plage d’angles de chanfrein est comprise entre 0 et 45°.