Acier inoxydable, Plasma n, Protection n – Hypertherm HPR800XD Auto Gas Manuel d'utilisation
Page 152: 130 a, Marquage, Métrique impérial
Fonctionnement
4-48
HPR800XD Auto Gas
– 806502 Révision 1
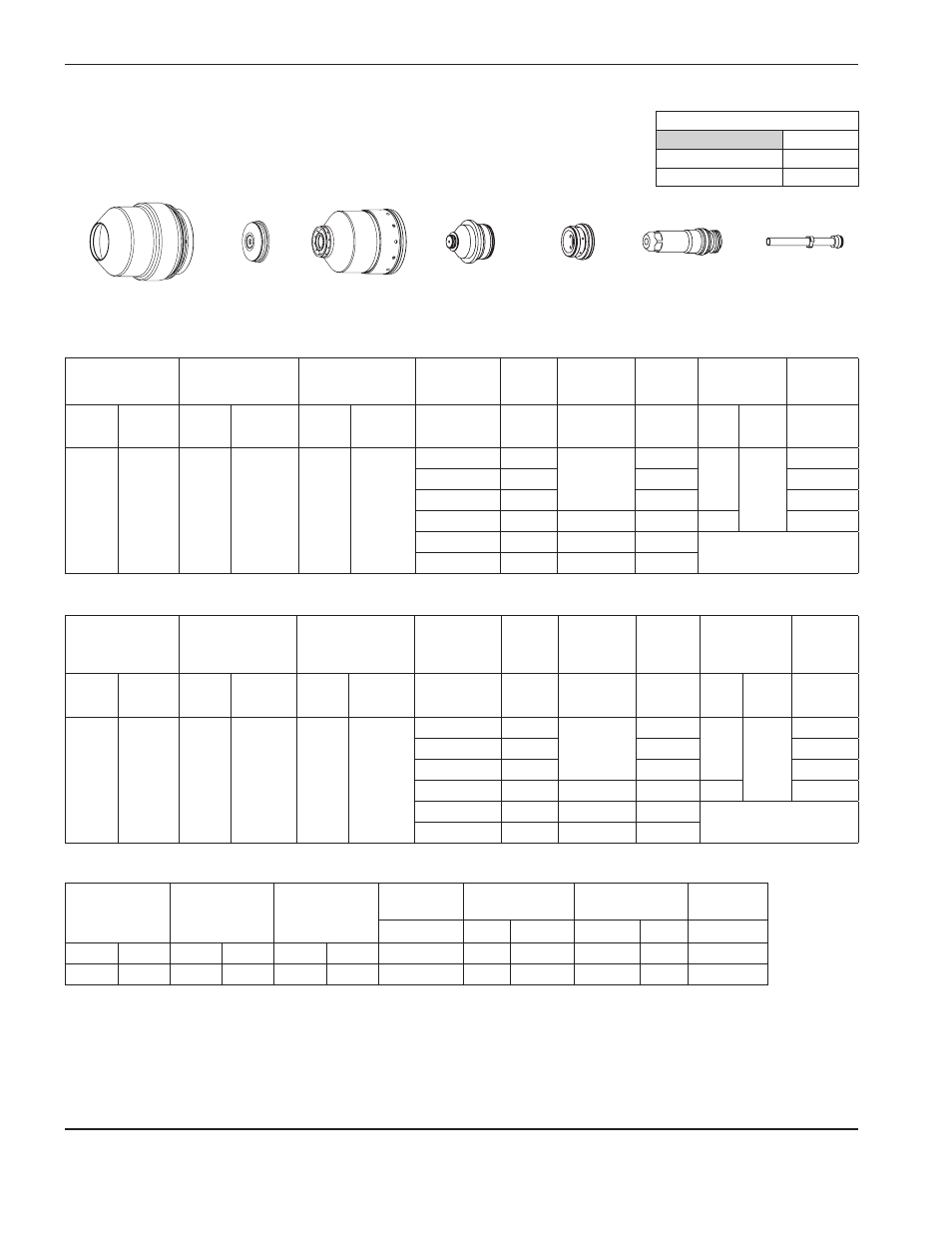
Acier inoxydable
Plasma N
2
/ Protection N
2
130 A
220198
220307
220179
220197
220756
Note :
Ce procédé produit une arête de coupe plus brute et plus sombre avec plus de scories, mais plus proche
d’être perpendiculaire que le procédé H35/N
2
130 A.
Marquage
débit – L/min / scfh
N
2
Prégaz
97 / 205
Écoulement de coupe
79 / 168
Sélection
des gaz
Réglage
prégaz
Réglage
écoulement
de coupe
Intensité
Distance
torche-pièce
Vitesse de
marquage
Tension
de l’arc
Ampères
mm
po
mm/min
po/min
Volts
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
140
Ar
N
2
50
10
50
10
15
3,0
0.12
2540
100
75
220747
220340
Métrique
Impérial
Sélection
des gaz
Réglage
prégaz
Réglage
écoulement
de coupe
Épaisseur
du matériau
Tension
de l’arc
Distance
torche-pièce
Vitesse
de coupe
Hauteur
de perçage initiale
Délai de
perçage
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
po
Volts
po
po/min
po
Facteur
en %
Secondes
N
2
N
2
19
51
75
23
1/4
153
0.12
75
0.24
200
0.3
5/16
155
64
0.4
3/8
156
55
0.5
1/2
162
0.14
30
0.28
0.8
5/8
167
0.15
25
Amorçage de l’arête
3/4
176
0.17
15
Sélection
des gaz
Réglage
prégaz
Réglage
écoulement
de coupe
Épaisseur
du matériau
Tension
de l’arc
Distance
torche-pièce
Vitesse
de coupe
Hauteur
de perçage initiale
Délai de
perçage
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
mm
Volts
mm
mm/min
mm
Facteur
en %
Secondes
N
2
N
2
19
51
75
23
6
153
3,0
1960
6,0
200
0,3
8
155
1630
0,4
10
156
1300
0,5
12
162
3,5
900
7,0
0,8
15
167
3,8
670
Amorçage de l’arête
20
176
4,3
305