Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-01) Cycle programming Manuel d'utilisation
Page 361
HEIDENHAIN TNC 640
361
13.24 FILET
A
GE P
A
RALLELE A
U
CONT
OUR (Cy
c
le 830)
Paramètres du cycle
U
Position de filetage
Q471: définir la position de
filetage:
0: Filetage extérieur
1: Filetage intérieur
U
Stratégie de plongée
Q461: Nature de la stratégie de
plongée:
0: Longitudinale (parallèle à l'axe de rotation)
1: Transversale (perpendiculaire à l'axe de rotation)
U
Distance d'approche
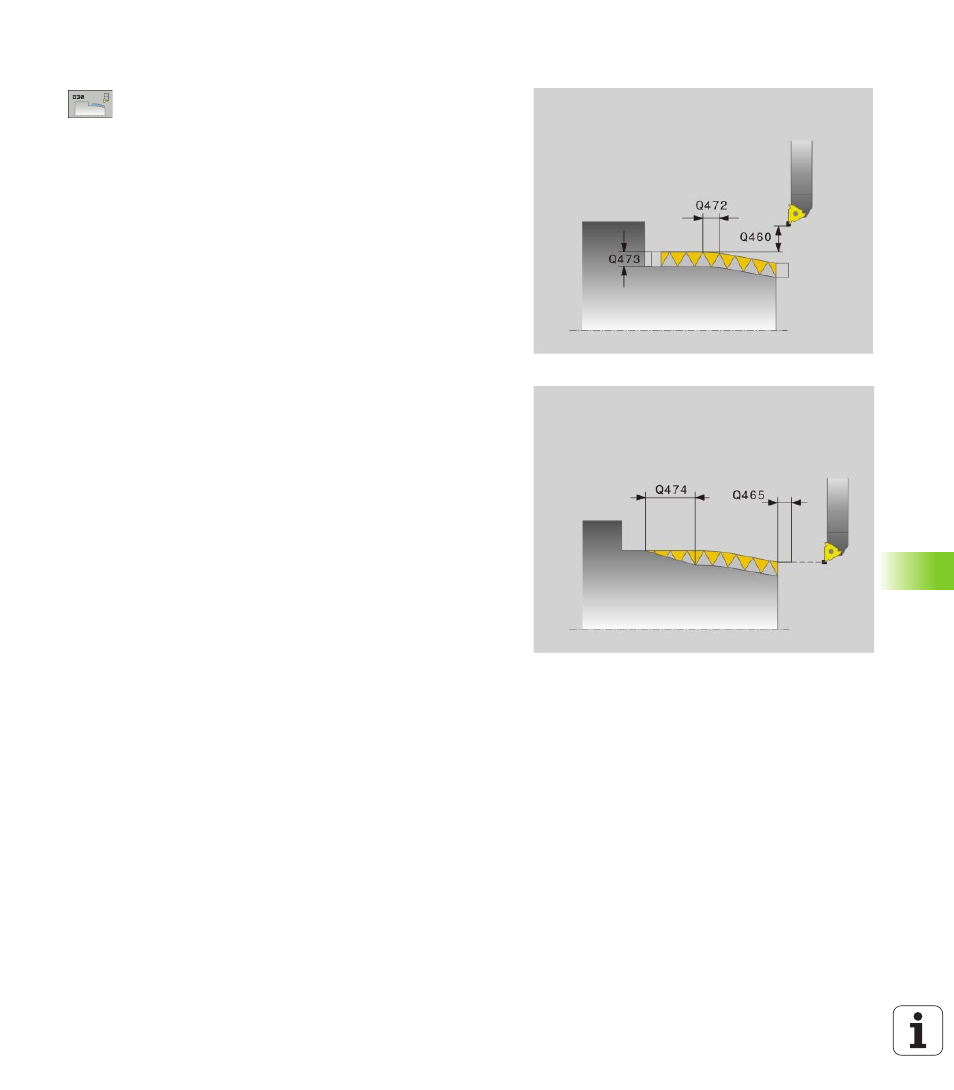
Q460: distance d'approche
perpendiculaire au pas du filet.
U
Pas de filetage
Q472: valeur du pas de filetage
U
Profondeur filetage
Q473: Profondeur du filet. En
introduisant 0, la commande calcule la profondeur en
fonction d'un filetage au pas métrique.
U
Sortie de filetage
Q474: course, à partir de la fin du
filetage, sur laquelle le diamètre d'usinage actuel croît
jusqu'au diamètre de filetage Q460.
U
Course d'engagement
Q465: course dans la direction
du filetage sur laquelle l'axe est accéléré pour
atteindre la vitesse nécessaire. La course
d'engagement est à l'extérieur du contour du filetage.
U
Course de dégagement
Q466: course dans la direction
du filetage sur laquelle l'axe d'avance est ralenti. La
course de dégagement est à l'extérieur du contour du
filetage.
U
Profondeur de coupe max.
Q453: passe maximale
perpendiculaire au pas du filet
U
Angle de passe
Q467: angle avec lequel a lieu la prise
de passeQ453 . La référence angulaire est la parallèle
au pas du filetage.