Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-01) Cycle programming Manuel d'utilisation
Page 315
HEIDENHAIN TNC 640
315
13.12 EP
A
U
LEMENT TRANS
V
ER
SAL ETENDU (cy
c
le 822)
Paramètres du cycle
U
Opérations d'usinage
Q215: Définir les opérations
d'usinage:
0: Ebauche et finition
1: Ebauche seulement
2: Finition seulement sur cote finale
3: Finition seulement sur surépaisseur
U
Distance d'approche
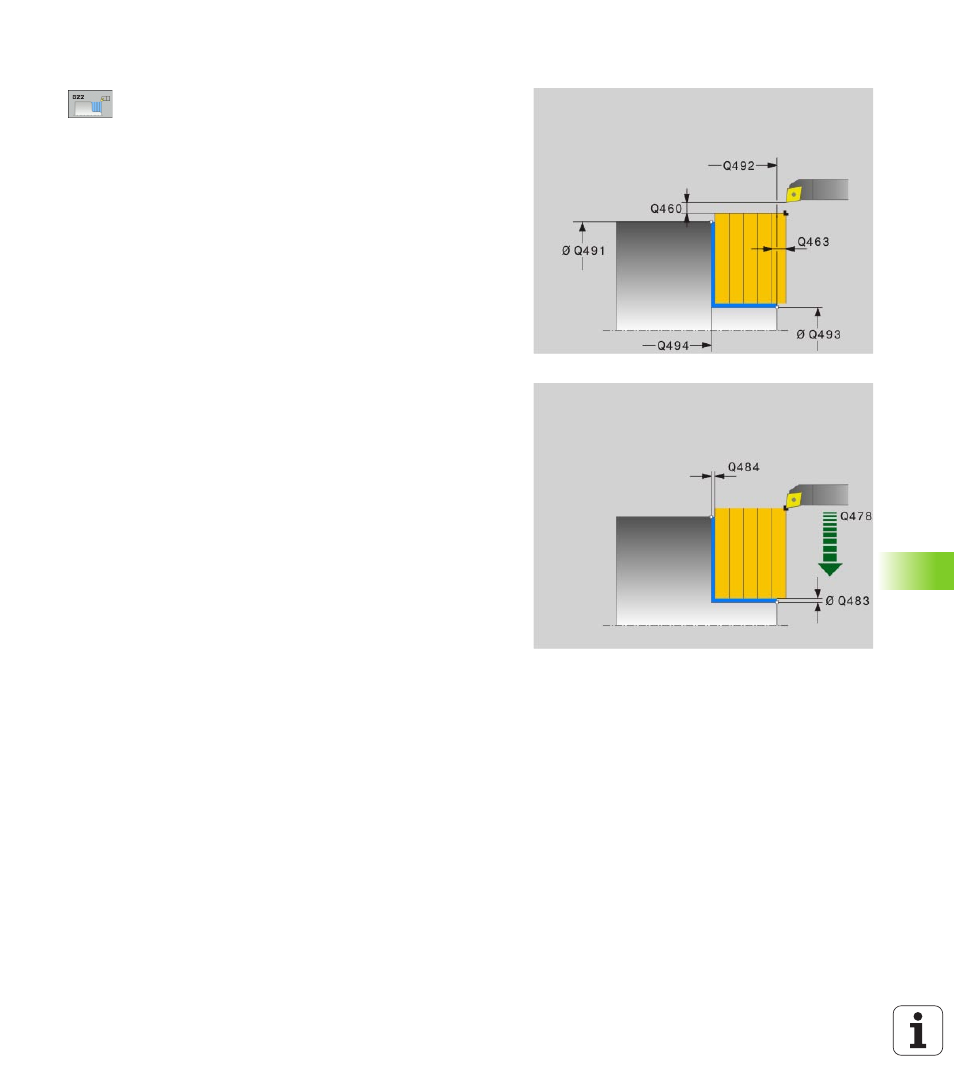
Q460 (en incrémental): distance
pour mouvement de retrait et prépositionnement
U
Diamètre début de contour
Q491: coordonnée X du
point de départ du contour (cote au diamètre)
U
Début de contour Z
Q492: coordonnée Z du point de
départ du contour (cote au diamètre)
U
Diamètre fin de contour
Q493: coordonnée X du
point final du contour (cote au diamètre)
U
Fin de contour Z
Q494: coordonnée Z du point final
du contour
U
Angle de flanc
Q495: angle entre la face transversale
et l'axe de rotation
U
Type élément de départ
Q501: définir le type
d'élément au début du contour (surface
périphérique):
0: pas d'élément supplémentaire
1: élément est un chanfrein
2: élément est un rayon
U
Dimension de l'élément de départ
Q502: dimension
de l'élément de départ (section de chanfrein)
U
Rayon au coin du contour
Q500: rayon dans l'angle
intérieur du contour. Si aucun rayon n'est indiqué, le
rayon du contour sera celui de la plaquette.
U
Angle de flanc
Q496: angle entre la surface
périphérique et l'axe de rotation
U
Type élément final
Q503: définir le type d'élément
en fin de contour (face transversale):
0: pas d'élément supplémentaire
1: élément est un chanfrein
2: élément est un rayon
U
Taille de l'élément final
Q504: dimension de
l'élément final (section de chanfrein)
U
Profondeur de coupe max.
Q463: passe maximale
dans le sens axial. La plongée est uniformément
répartie pour éviter des passes en dessous du copeau
minimum.