Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-01) Cycle programming Manuel d'utilisation
Page 353
HEIDENHAIN TNC 640
353
13.22 FILET
A
GE L
O
NGITUDINAL (cy
c
le 831)
Paramètres du cycle
U
Position de filetage
Q471: définir la position de
filetage:
0: Filetage extérieur
1: Filetage intérieur
U
Distance d'approche
Q460: distance d'approche dans
le sens radial et axial. Dans le sens axial, la distance
d'approche sert à l'accélération des axes (course
d'engagement) pour atteindre la vitesse d'avance.
U
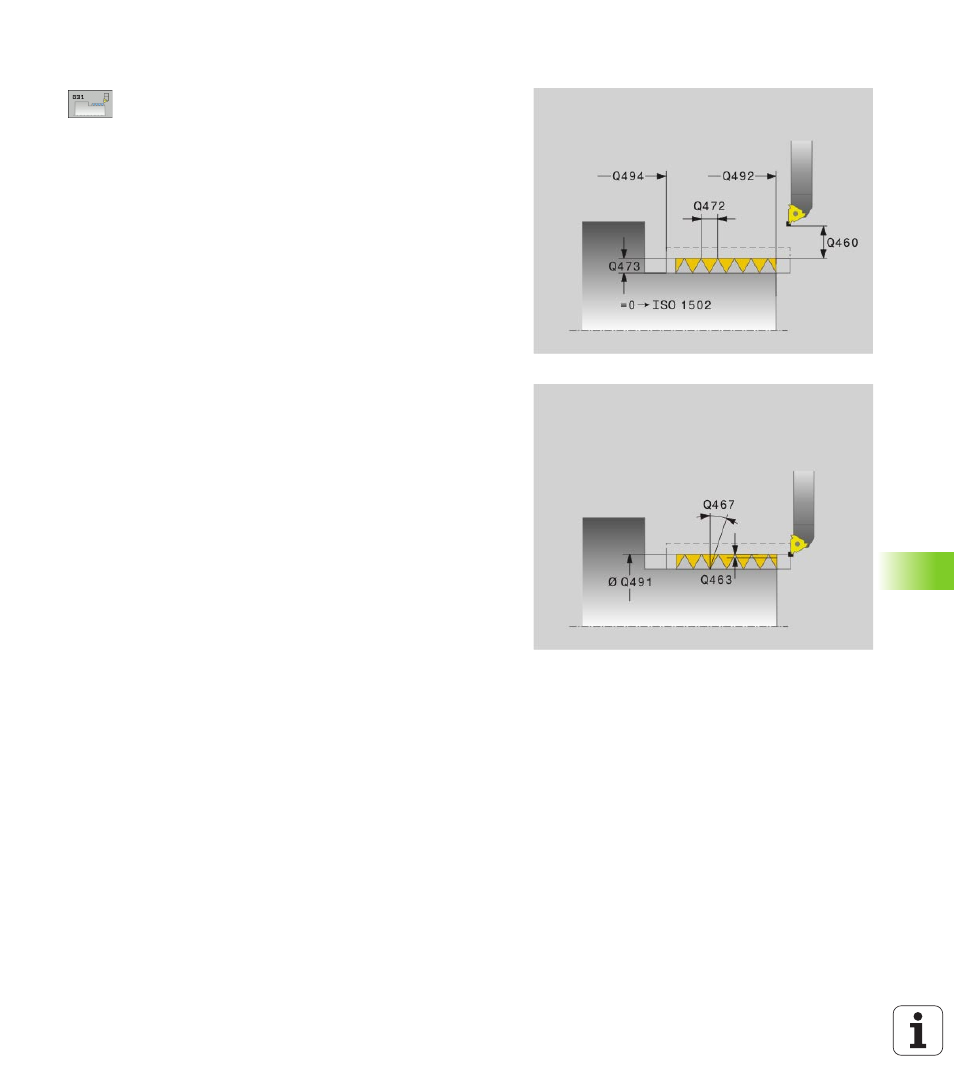
Diamètre du filet
Q460: définir le diamètre du filet
Pour des filetages extérieurs (Q471==0), c'est le
diamètre nominal qui est indiqué. Pour des filetages
intérieurs (Q471==0), c'est le diamètre du noyau qui
est indiqué.
U
Pas de filetage
Q472: valeur du pas de filetage
U
Profondeur filetage
Q473: profondeur du filet par
rapport au rayon. En introduisant 0, la commande
calcule la profondeur en fonction d'un filetage au pas
métrique.
U
Départ du contour Z
Q492: coordonnée Z du point
départ
U
Fin de contour Z
Q494: coordonnée Z du point final
du contour incluant la course de sortie de filetage
Q474
.
U
Sortie de filetage
Q474: course, à partir de la fin du
filetage, sur laquelle le diamètre d'usinage actuel croît
jusqu'au diamètre de filetage Q460.
U
Profondeur de coupe max.
Q453: passe maximale
dans le sens radial par rapport au rayon.
U
Angle de passe
Q467: angle avec lequel a lieu la prise
de passeQ453 . La référence angulaire est la
perpendiculaire à l'axe de rotation.