HEIDENHAIN iTNC 530 (34049x-08) Pilot Manuel d'utilisation
Page 132
132
Dé
finir les op
ér
ation
s
d'u
s
inag
e
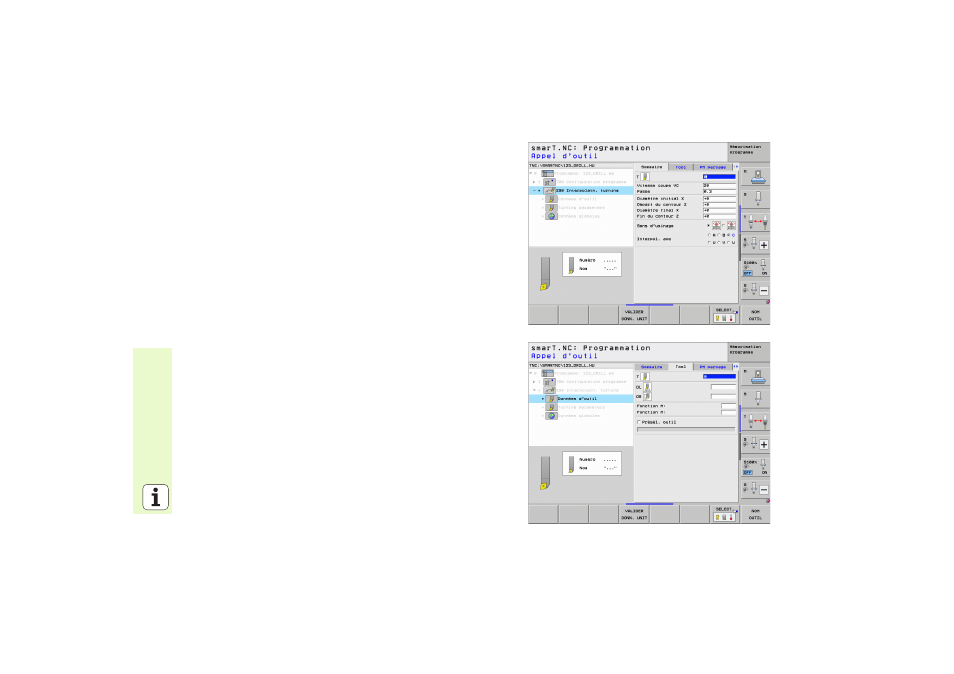
Unit 290 Tournage interpolée (Option)
Paramètres du formulaire Sommaire:
T
: Numéro ou nom d'outils (commutable par softkey)
Vitesse de coupe
: Vitesse de coupe [m/min.]
Diamètre initial
: Coordonné du point départ X, introduire le
diamètre
Départ du contour Z
coordonnée Z du point départ
Diamètre final
: Coordonnée du point final X, introduire le diamètre
Fin de contour Z
coordonnée Z du point final
Sens d'usinage
: Exécuter l'usinage dans le sens horaire ou le sens
anti-horaire
Axe interpo.
: Désignation de l'axe d'interpolation
Autres paramètres dans le formulaire détaillé Tool:
DL
: longueur Delta pour l'outil T
DR
: rayon Delta pour l'outil T
Fonction M: Fonctions auxiliaires M au choix
Présel. outil
: En cas de besoin, numéro d'outil suivant pour accélérer
le changement d'outil (dépend de la machine)