Hypertherm Phoenix V9.76.0 Manuel d'utilisation
Page 195
Phoenix Software V9.76.0 Manuel de l’opérateur 806402
195
8 – Dispositifs de réglage en hauteur de la torche
Les décalages de tension de THC sont enregistrés dans le fichier de configuration du système et sont utilisés pour
chaque tâche de coupe, même si des tableaux de coupe différents sont chargés ou si les consommables sont changés.
La valeur de décalage de tension du THC restera la même sauf si vous la mettez à zéro. Pour mettre un
décalage de tension à zéro, sélectionner Configurations pour ouvrir l’écran de Coupe et modifier le décalage de tension
de THC.
La CNC n’autorise qu’un seul point de consigne de tension de l’arc, même si le système de coupe possède plusieurs
torches. Le décalage de tension peut être utilisé pour modifier la hauteur d’une seule torche d’un système multi-torches,
en ajoutant une tension supplémentaire au point de consigne de tension de l’arc pour cette torche.
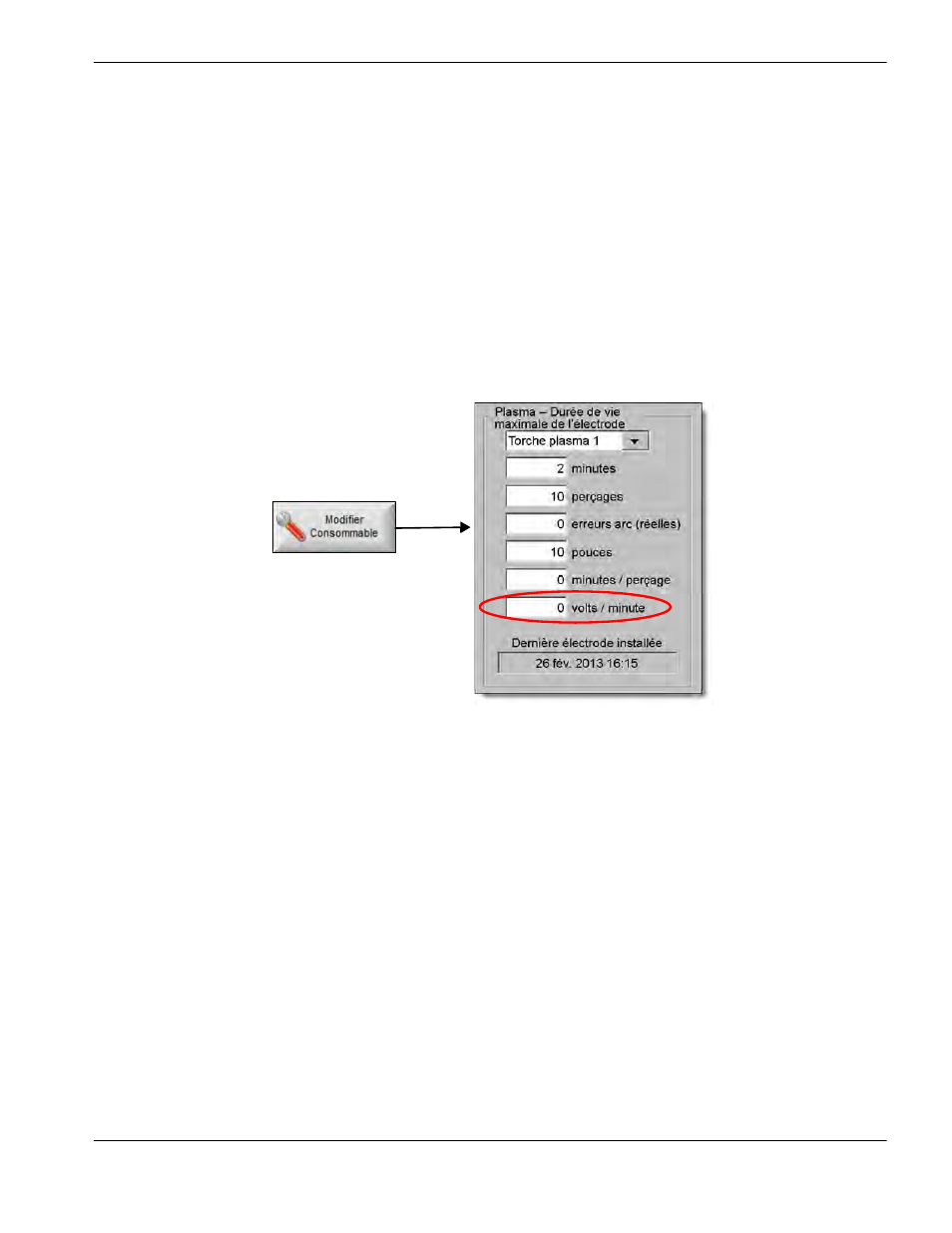
Pour le Sensor THC, les décalages de tension de THC peuvent être modifiés automatiquement et de manière continue
en saisissant une valeur pour le paramètre Volts par minute sur l’écran Changer consommables (sur l’écran principal,
sélectionner la touche programmable Changer consommables). Le montant à saisir dépend de l’historique d’utilisation de
chaque consommable du client. Pour obtenir de plus amples renseignements, consulter
Si une valeur a été saisie pour Volts/Min, lors du changement de consommables, remettre à zéro le Décalage de tension
du THC pour permettre à la CNC d’augmenter graduellement le décalage à l’aide du paramètre Volts par minute. Sinon
le Décalage de tension du THC pourrait être trop élevé et provoquer un mouvement de la torche ou des problèmes de
qualité de coupe s’il est appliqué à la Tension de l’arc de consigne lors de la coupe avec de nouveaux consommables.
En mode de Tension de l’arc échantillonnée, régler les Volts par Minute sur 0.
Touches programmables augmenter ou réduire la tension
Une fois que la coupe commence en mode Automatique, la CNC affiche les touches programmables Augmenter tens.
arc ou Réduire tens. arc sur l’écran principal. Appuyer sur ces touches pour modifier la tension de l’arc lors de la coupe.
Pour l’ArcGlide THC, ces touches augmentent ou réduisent le Décalage de tension du THC de 0,5 V à chaque
pression.
Pour le Sensor THC, ces touches augmentent ou réduisent la Tension de l’arc de consigne de 0,5 V à chaque
pression.
Quelquefois les paramètres de décalage de tension ou de Tension de l’arc de consigne changent de plus de 0,5 V en
fonction de la durée de la pression sur la touche.