Hypertherm Phoenix V9.76.0 Manuel d'utilisation
Page 192
192
Phoenix Software V9.76.0 Manuel de l’opérateur 806402
8 – Dispositifs de réglage en hauteur de la torche
L’avantage du mode de tension de l’arc échantillonnée est que l’échantillon de tension est le résultat de nombreuses
lectures de la tension de l’arc en cours, dans des conditions de coupe constantes aux vitesses et hauteur de coupe
correctes pour le processus de coupe actif. Plutôt que vous ayez à modifier la Tension de l’arc de consigne par rapport à
l’usure des consommables, la CNC calcule à nouveau l’échantillon de tension pour chaque coupe dans le programme et
corrige la hauteur de la torche automatiquement pour maintenir la hauteur de coupe idéale pour le processus tout au long
de la durée de vie des consommables.
Activer le mode Tension de l’arc échantillonnée en effectuant les sélections suivantes sur l’écran de Processus Plasma.
Les sélections sont les mêmes pour le Sensor THC.
Si l’échantillon de tension de l’arc change soudainement, la CNC arrêtera la coupe et affichera un avertissement. Par
exemple, si la moyenne des échantillons était de 100 V et que l’échantillon suivant enregistré par la CNC est 115 V. Une
augmentation de 15 V indique que des matériaux ou des scories interfèrent avec l’arc. La CNC s’arrête afin de pouvoir
résoudre le problème, puis reprendre la coupe en appuyant sur Démarrage.
1
2
3
4
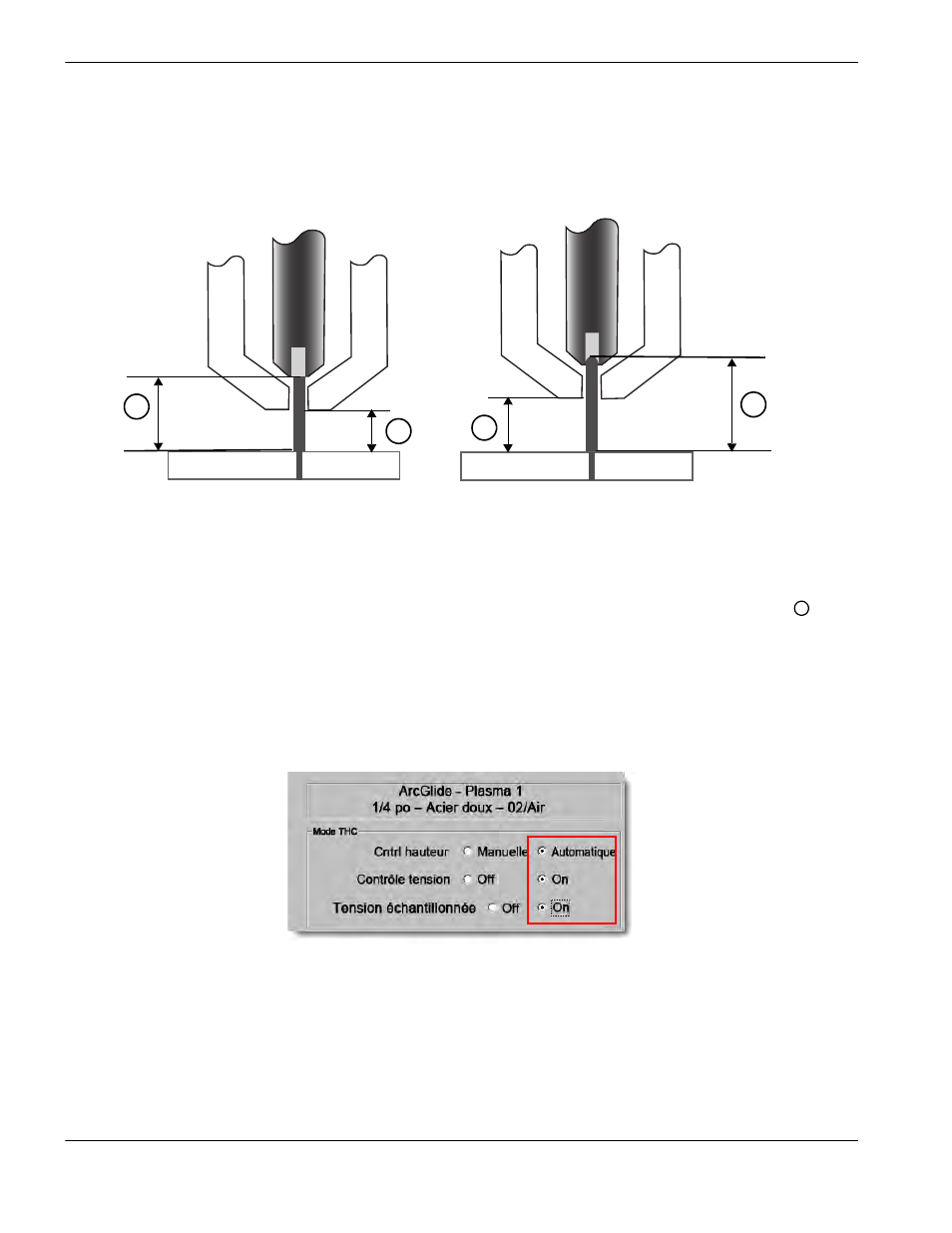
1
Arc plasma depuis une nouvelle électrode
2
Hauteur de coupe du tableau de coupe
3
L’arc plasma s’allonge au fur et à mesure de l’usure
de l’électrode et que la tension de l’arc augmente.
4
Lorsque la hauteur de coupe augmente à cause de
l’usure de l’électrode, la CNC baisse la torche pour
maintenir une hauteur de coupe constante
. Sans
utilisation de la Tension de l’arc échantillonnée, la
torche se déplace de plus en plus près de la pièce à
couper au fur et à mesure de l’usure de l’électrode.
2