Tableau de coupe du marqueur – Hypertherm Phoenix V9.76.0 Manuel d'utilisation
Page 152
152
Phoenix Software V9.76.0 Manuel de l’opérateur 806402
7 – Procédés et tableaux de coupe
Abaissement activé entre les marquages : Force la sortie Torche abaissée à rester active pendant la traversée entre
les segments de marquage.
Contrôle coupe pour marquer : La CNC utilise la sortie Contrôle de coupe pour activer l’outil de marquage.
Régler sur On afin d’utiliser la sortie Contrôle de coupe. Régler sur Off afin d’utiliser la sortie
Commande marqueur.
Marqueur bas/haut avec chaque marqueur activé/désactivé : Marqueur activé/désactivé se réfère à ces codes
de programme de pièce :
M09 Marqueur 1 activé et M10 Marqueur 1 désactivé
M13 Marqueur 2 activé et M14 Marqueur 2 désactivé
Lorsque la CNC lit le code M09 dans le programme de pièce, elle active la sortie Torche abaissée, puis
lorsqu’elle lit le code M10, elle active la sortie Torche élevée.
Préchauffage : Lors d’un marquage au plasma, désactiver le préchauffage. Cette sortie est généralement utilisée avec
les marqueurs à l’oxygaz ou au zinc.
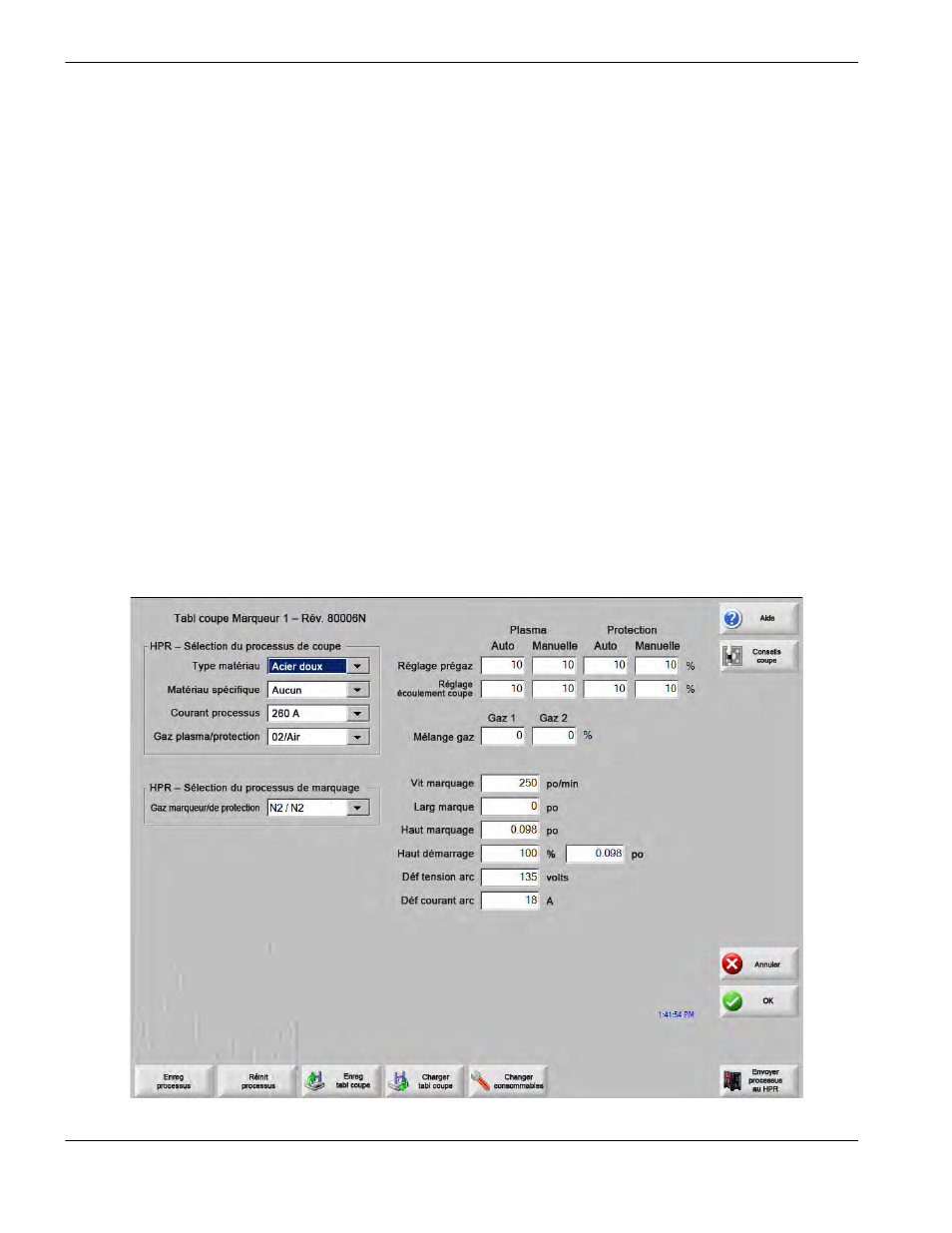
Tableau de coupe du marqueur
La CNC propose des tableaux de coupe du marqueur pour les systèmes plasma et ArcWriter sur l’écran de
Configuration de la station.
Tous les systèmes plasma ne supportent pas nécessairement le marquage.