Axes de position initiale – Hypertherm Phoenix V9.76.0 Manuel d'utilisation
Page 106
106
Phoenix Software V9.76.0 Manuel de l’opérateur 806402
5 – Coupage des pièces
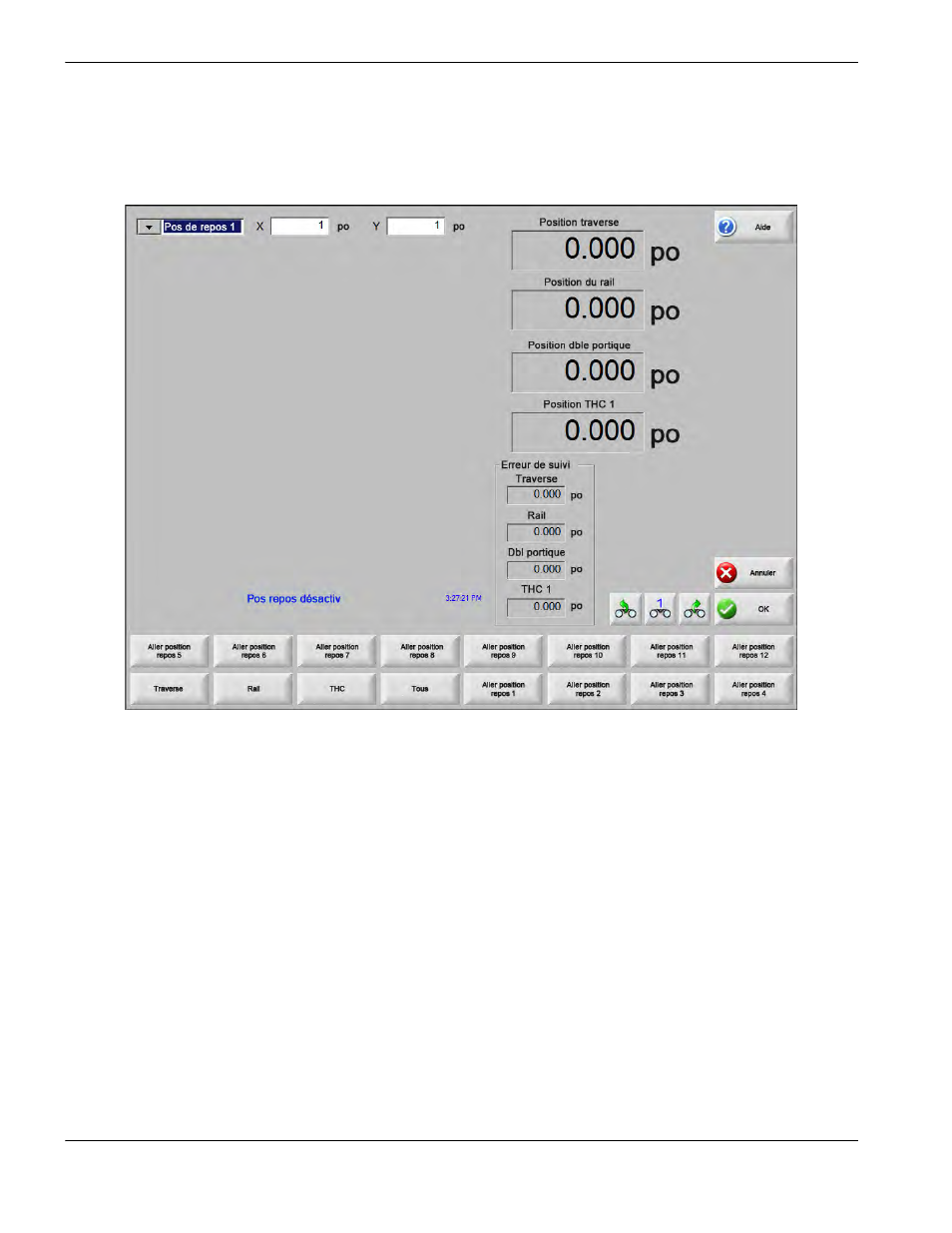
Axes de position initiale
Sur l’écran Position initiale, vous pouvez remettre un axe ou tous les axes en « position initiale ». De plus, les axes
transverse et rail peuvent être envoyés vers l’une des 12 positions de repos alternatives programmées.
La fonction Position initiale définit sur la table de coupe un emplacement physique absolu, utilisé pour référencer une opération
manuelle ultérieure « Aller à la position initiale » et d’autres commandes de déplacement. Cela s’effectue généralement par
l’activation d’un interrupteur de position initiale placé sur l’axe approprié et qui lui donne un emplacement physique connu.
Lorsque vous entrez la commande de retour à la position initiale dans la CNC, celle-ci déplace l’axe vers les interrupteurs
de position initiale à une vitesse de position initiale élevée jusqu’à ce que les interrupteurs soient activés. Après avoir activé
ces derniers, le mouvement s’arrête et l’axe se déplace vers la direction opposée de l’interrupteur à une vitesse de position
initiale lente.
Lorsque l’interrupteur est désactivé, la position est enregistrée dans la CNC et sert de point de référence absolu pour des
commandes de déplacement futur.
Transversal Appuyer sur la touche programmable Transversal pour lancer la procédure automatisée de retour à la position
initiale. Cette procédure entraîne généralement le mouvement de la machine sur l’axe transversal, selon les
paramètres de retour à la position initiale définis dans Configs.
Rail Appuyer sur la touche programmable Rail pour lancer la procédure automatisée de retour à la position initiale. Cette
procédure entraîne généralement le mouvement de la machine sur l’axe de rail, selon les paramètres de retour
à la position initiale définis dans Configs.