Procédé plasma, Écrans de procédé plasma 1 et plasma 2 – Hypertherm Phoenix V9.76.0 Manuel d'utilisation
Page 143
Phoenix Software V9.76.0 Manuel de l’opérateur 806402
143
7 – Procédés et tableaux de coupe
Procédé plasma
Écrans de procédé plasma 1 et plasma 2
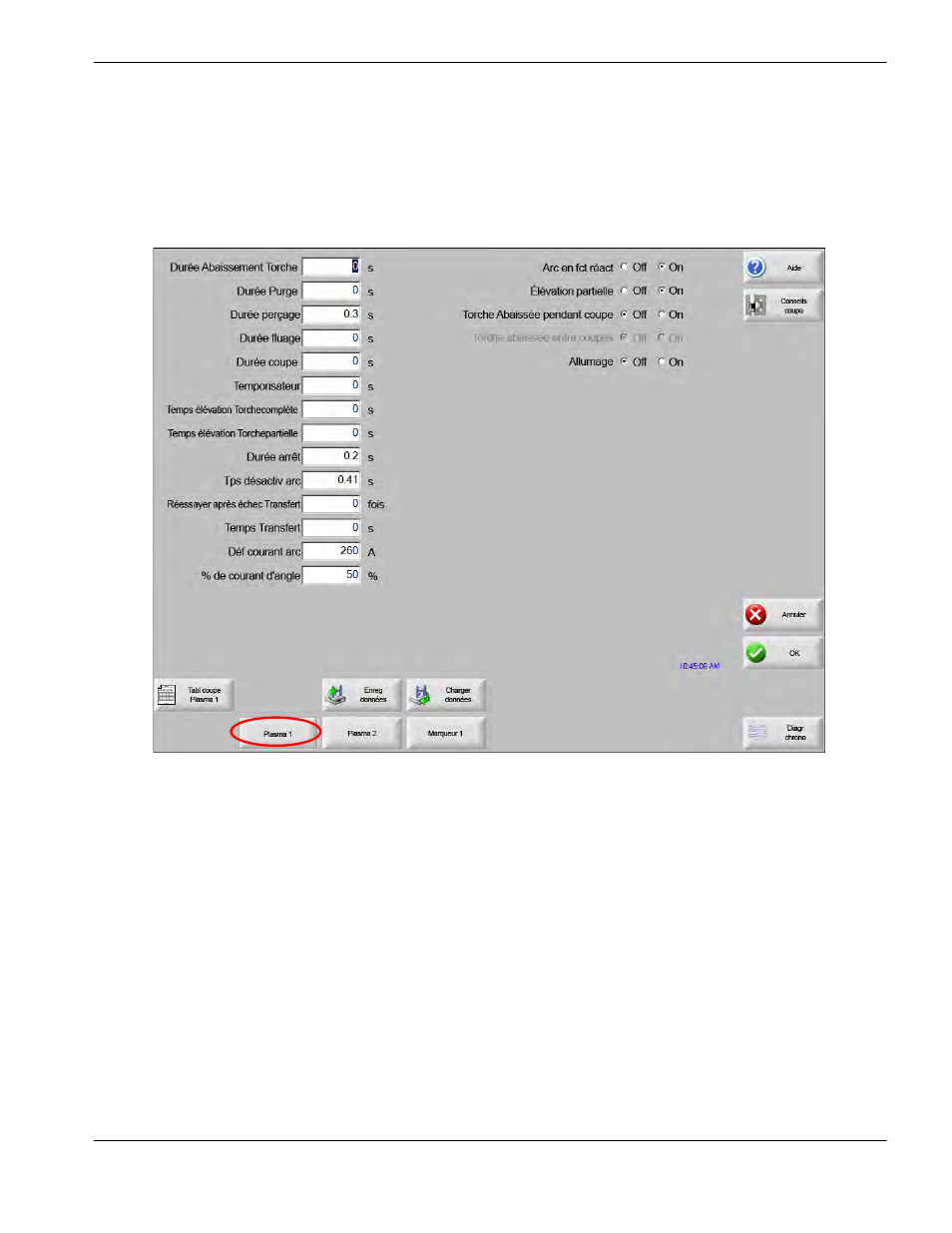
La CNC fournit un écran de Procédé pour les procédés Plasma 1 et Plasma 2. À partir de l’écran principal, choisir
Configs > Procédé > Plasma 1 ou Plasma 2 pour ouvrir l’écran.
Les écrans des procédés Plasma 1 et Plasma 2 offrent différentes options pour le type de dispositif de réglage en
hauteur utilisé. Plasma 1 et Plasma 2 affichent le nom du dispositif de réglage en hauteur de la torche Hypertherm dans
le coin supérieur gauche. Consulter
Dispositifs de réglage en hauteur de la torche à la page 189 pour des informations
sur l’ArcGlide THC et le Sensor THC. Se reporter au manuel d’instructions de l’alimentation plasma pour des
informations relatives à la configuration et au fonctionnement.
Lors de l’utilisation d’un dispositif de réglage en hauteur de la torche autre que fabriqué par Hypertherm, les écrans
Plasma 1 et Plasma 2 sont semblables à celui ci-dessus. Ces écrans fournissent des séries de temporisateurs utilisés
pour contrôler les sorties ou les mouvements du lève-torche. Les temporisateurs et les mouvements débutent après
la lecture par la CNC d’un code M07 (Coupe activée) dans le programme de pièce.
Durée torche abaissée : Définit la durée d’activation de la sortie Baisser torche pour abaisser la torche vers la pièce
à couper. Avec l’utilisation d’un dispositif de réglage en hauteur de la torche, régler la Durée abaiss torche
sur zéro.
Durée purge : Définit le délai entre l’allumage de la torche et le début du mouvement si Arc en fct réact est désactivé.
Tps purge doit être défini sur zéro si l’option Arc en fct réact est activée.