Modes automatiques, Mode de tension de l’arc échantillonnée – Hypertherm Phoenix V9.76.0 Manuel d'utilisation
Page 191
Phoenix Software V9.76.0 Manuel de l’opérateur 806402
191
8 – Dispositifs de réglage en hauteur de la torche
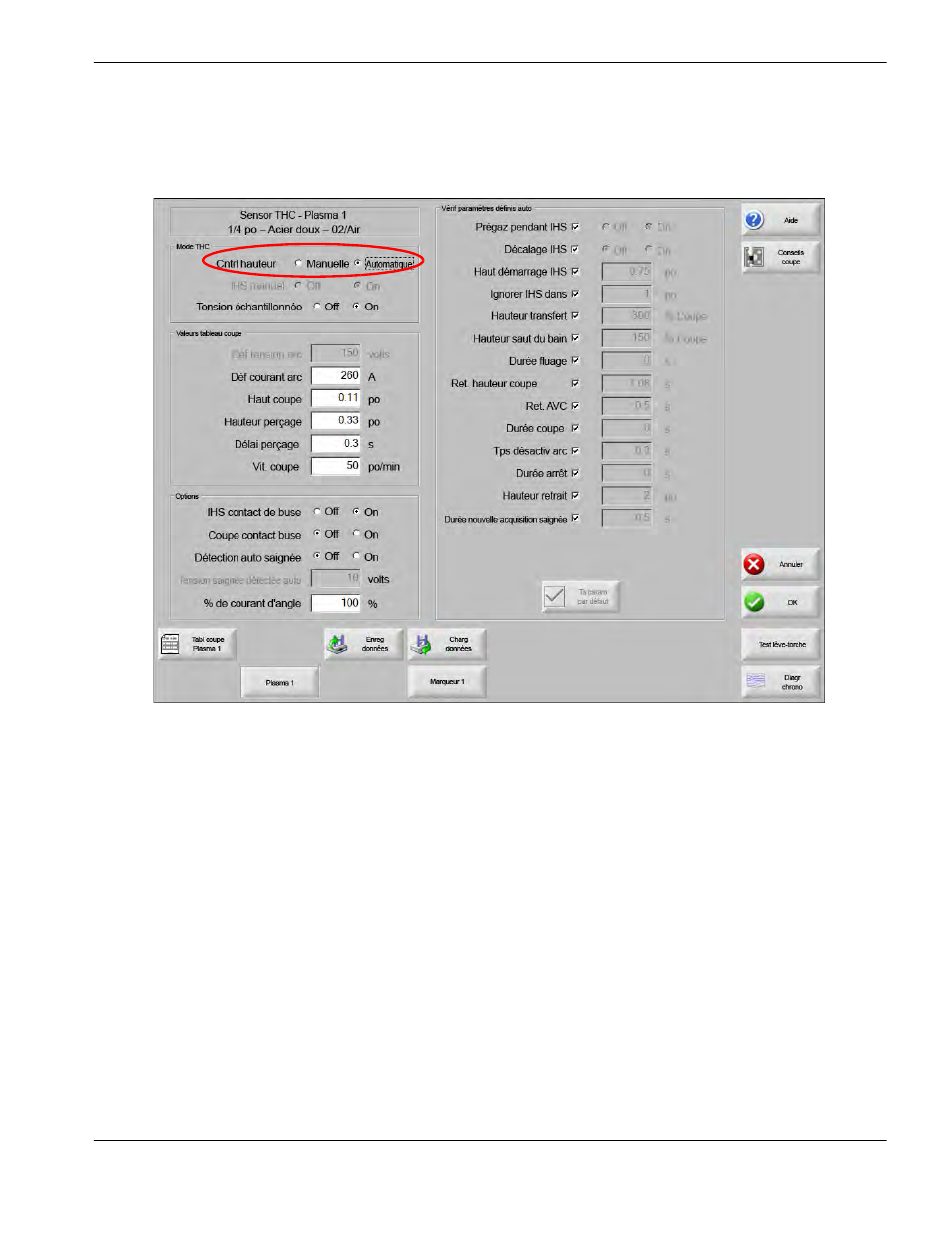
Les modes de fonctionnement du Sensor THC et de l’ArcGlide THC
Sélectionner Configurations > Processus, puis sélectionner le mode de fonctionnement sur l’écran de processus
plasma. La sélection du mode Manuel ou Automatique pour le Sensor THC est la même.
Modes automatiques
Dans tous les modes automatiques, le THC effectue une détection de hauteur initiale (consulter page 196) puis se retire
à la hauteur de transfert. Après l’allumage de la torche, l’arc plasma transfère à la pièce à couper, puis la torche se
déplace à la Hauteur de perçage pour la Durée de perçage. Durant cette séquence de pré-découpe, le dispositif de
réglage en hauteur de la torche est désactivé et la CNC ne surveille pas la tension de l’arc. Lorsque la Durée de perçage
est écoulée, le déplacement commence et la CNC commence la surveillance de la tension de l’arc une fois la Durée de
contrôle de la tension automatique (AVC) écoulée et la vitesse de coupe égale à la vitesse du programme.
Mode de tension de l’arc échantillonnée
Utiliser le mode Tension de l’arc échantillonnée autant que possible pour atteindre une qualité de coupe constante pour
toute la durée de vie des consommables. Lorsque la coupe commence, la CNC prend plusieurs échantillons de la
tension de l’arc et fait une moyenne de ces échantillons. Elle utilise ensuite la moyenne des échantillons comme Tension
de l’arc de consigne plutôt que la valeur de l’écran de Processus, et compare l’échantillon à la tension de l’arc actuelle. Si
la tension de l’arc actuelle est supérieure à la valeur de l’échantillon, la torche se déplace vers le bas. Si la tension de l’arc
actuelle est inférieure à la valeur de l’échantillon, la torche se déplace vers le haut.