Hypertherm Phoenix V9.76.0 Manuel d'utilisation
Page 185
Phoenix Software V9.76.0 Manuel de l’opérateur 806402
185
7 – Procédés et tableaux de coupe
Type de perçage : Choisir parmi ces techniques de perçage en mouvement : Dynamique, circulaire, ondulé ou choisir
un perçage fixe. Toutes les coupes du programme de pièce utilisent ce type de perçage. Les procédés de
perçage en mouvement permettent de couper le métal plus rapidement, en raison du fait que le mouvement
de la machine dégage la coupe des abrasifs et des débris. Consulter
Type de perçage au jet d’eau à la
page 173 pour en savoir plus sur tous les types de perçage.
Durée perçage : Définit la durée pendant laquelle le Type de perçage est utilisé. La Durée de perçage commence après
que la CNC ait exécuté le code M07 (Coupe activée) du programme de pièce et après que le Délai de débit
d’abrasif et le Retard du mouvement de perçage se soient écoulés tous les deux.
Vitesse de perçage : Spécifie la vitesse pour le perçage en mouvement : Dynamique, circulaire et ondulé. La Vitesse
de perçage est normalement beaucoup plus lente que la Vitesse de coupe.
Déplacement de perçage : Définit le diamètre du perçage circulaire ou la longueur du perçage ondulé.
Perçage à basse pression : Le point de consigne de pression d’eau programmé. Le Perçage à basse pression
fonctionne avec une pression de coupe plus faible pendant toute ou une partie de la durée du perçage. Tous
les types de perçage peuvent utiliser le perçage à basse pression. Le système utilise la Basse pression
(normalement environ 25 % de la Pression de coupe) pendant toute la durée de Perçage à basse pression.
Lorsque le Perçage à basse pression est réglé à Activé, la CNC active la sortie de Perçage à basse pression
pendant toute la durée du Perçage à basse pression.
Utiliser le Perçage à basse pression pour couper une pièce multicouche, par exemple un miroir qui comporte
une couche de verre collée à une couche de métal. Ceci permet au système de percer le verre à basse
pression, puis ensuite de percer le métal à la pression de coupe.
Pour que la CNC puisse envoyer le réglage de Perçage à basse pression à la pompe,
cette dernière doit être munie d’une commande de pression proportionnelle
électronique. Si la pompe est équipée d’une commande de pression manuelle double,
alors la Pression de coupe affiche le réglage recommandé qui doit être manuellement
réglé sur la pompe. Pour de plus amples renseignements, se reporter au manuel
de l’opérateur de la pompe.
Durée de perçage à basse pression : Ce temporisateur commence au même moment que la Durée de perçage et
il mesure la durée de fonctionnement de la pompe au point de consigne de Perçage à basse pression pour
la pression d’eau.
Hauteur de coupe : Équivaut à la hauteur de l’embout de la buse par rapport à la pièce. Définir la hauteur en utilisant
une de ces méthodes :
À l’aide d’une jauge d’épaisseur, rapprocher par à-coups manuellement la tête de coupe à la hauteur de coupe qui
convient à la tâche.
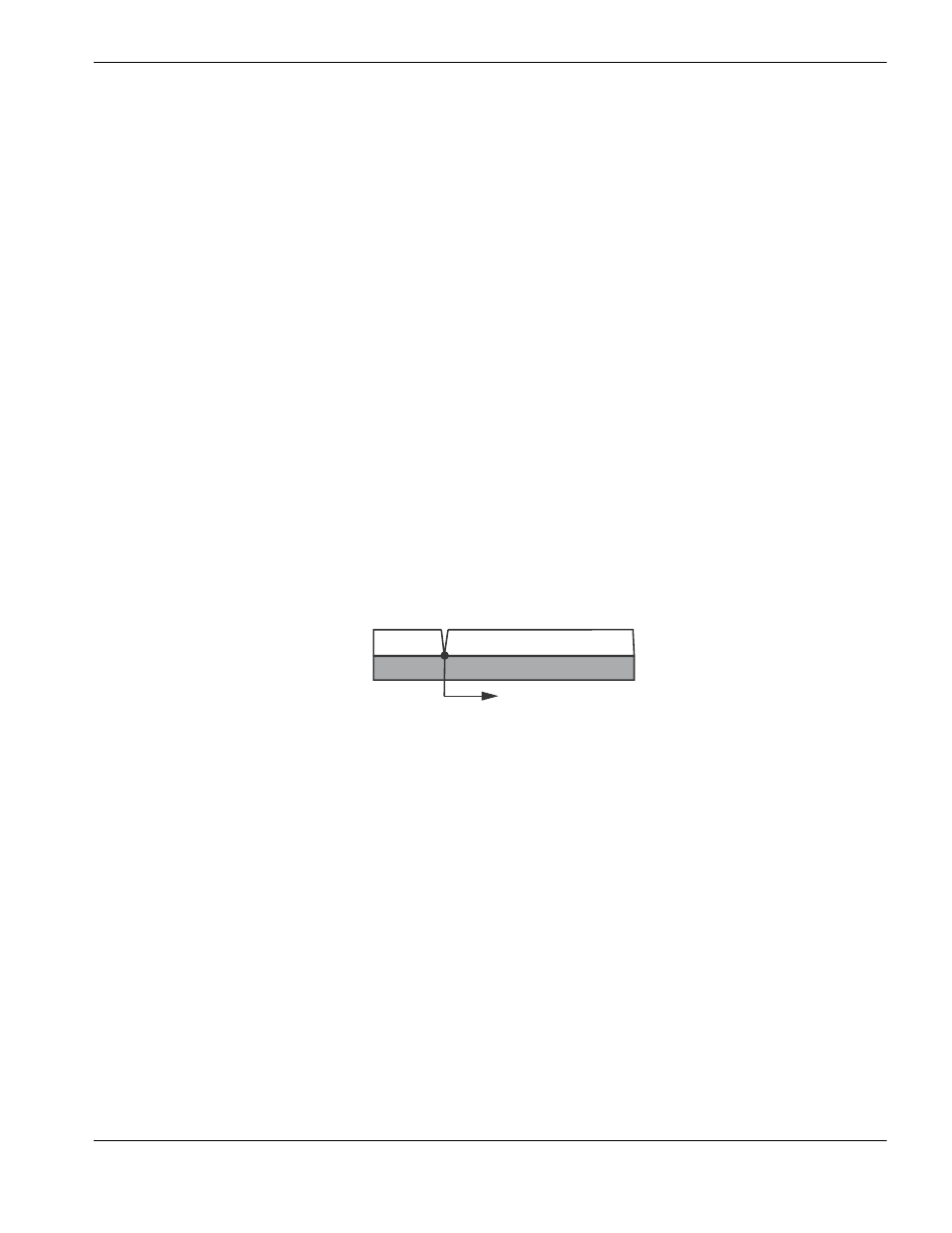
Utiliser le Perçage à basse
pression pour couper la
couche supérieure (verre).
Le perçage continue dans
la couche inférieure (métal)
à la pression de coupe.
Direction de coupe
Vue latérale du matériau