Tension de l’arc de consigne, Mode manuel – Hypertherm Phoenix V9.76.0 Manuel d'utilisation
Page 193
Phoenix Software V9.76.0 Manuel de l’opérateur 806402
193
8 – Dispositifs de réglage en hauteur de la torche
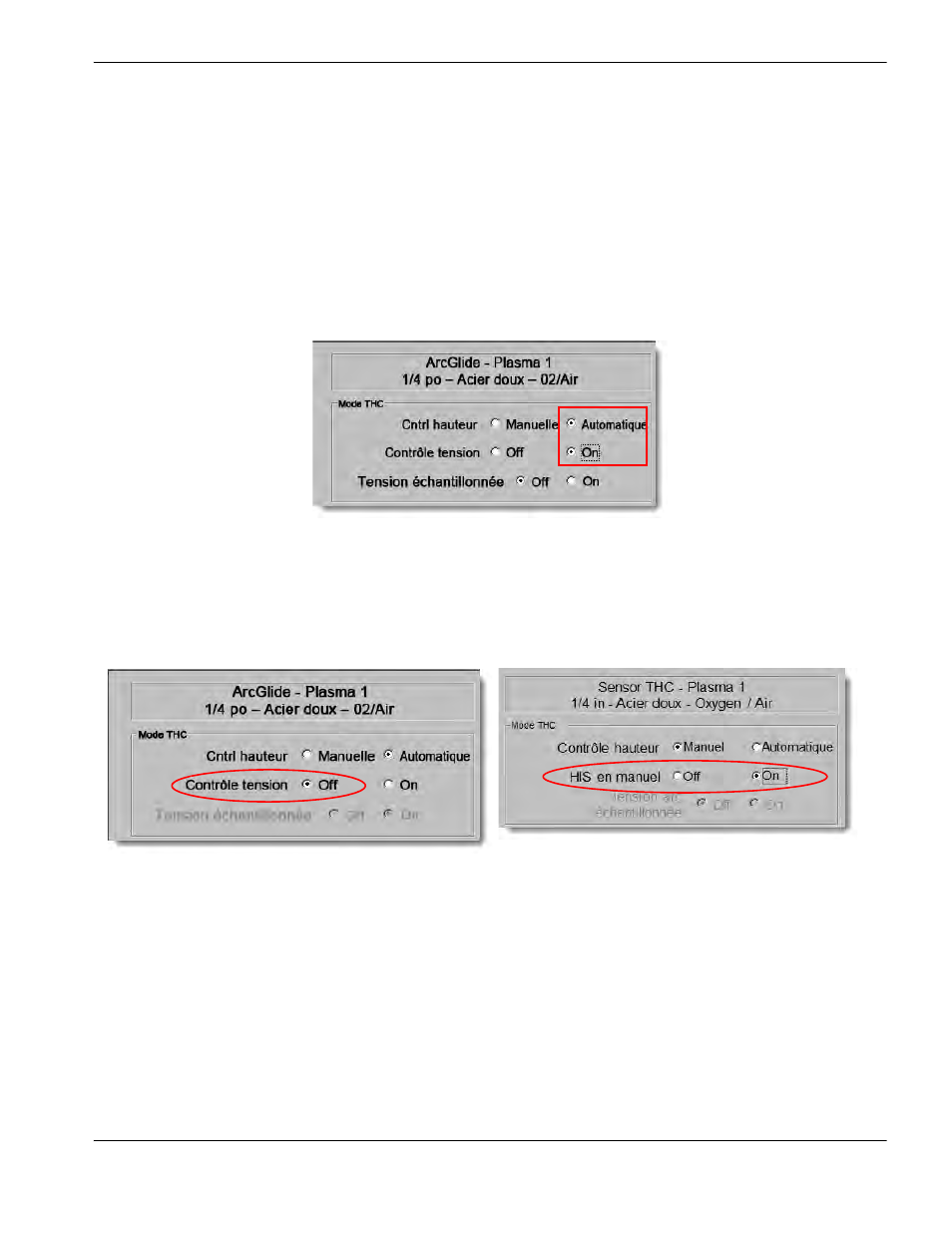
Tension de l’arc de consigne
Sur l’écran de Processus Plasma, sélectionner Automatique pour le Contrôle de la hauteur et Activé pour le Contrôle de
la tension pour utiliser le mode Tension de l’arc de consigne. Ce mode est conseillé pour la coupe ou le marquage de
matériau fin à faible hauteur de coupe, les pièces à couper sales, rouillées, huileuses ou peintes, ou la coupe sur une
table à eau ou avec injection d’eau. Lorsque la coupe commence, la CNC utilise la valeur de Tension de l’arc de consigne
du tableau de coupe et la compare à la tension de l’arc actuelle. Si la tension de l’arc actuelle est supérieure à la Tension
de l’arc de consigne, la torche se déplace vers le bas. Si la tension de l’arc actuelle est inférieure à la Tension de l’arc de
consigne, la torche se déplace vers le haut. En mode de Tension de l’arc de consigne, il est possible de modifier la
Tension de l’arc de consigne pendant la coupe, ou d’appliquer les décalages de tension pour chaque station dans le
système de coupe. Consulter
Les façons de modifier la tension de l’arc de consigne à la page 194 pour de plus amples
renseignements.
Contrôle de la tension désactivé – ArcGlide THC ou IHS en mode Manuel – Sensor THC
Ce mode est conseillé pour les refendages, ou pour les coupes simples, les pièces simples ou les chutes. Le THC
effectue la séquence de positionnement pré-découpe, puis se déplace à la hauteur de coupe indiquée par le tableau de
coupe. Lorsque la coupe commence, le THC maintient la hauteur de coupe sans utiliser la surveillance de la tension de
l’arc.
Mode manuel
Ce mode est conseillé pour les refendages, le calibrage de la tension de l’arc ou pour les coupes pour lesquelles la
qualité de coupe n’est pas primordiale. Le mode Manuel n’utilise pas la surveillance de la tension de l’arc ni ne permet
des mouvements automatiques du lève-torche. Le lève-torche ne peut être déplacé qu’avec l’interrupteur HAUT ou BAS
de l’IHM de l’ArcGlide THC, les boutons Élever ou Abaisser sur la console de l’opérateur de la EDGE Pro CNC, ou en
activant les entrées Elever torche n° ou Abaisser torche n°. À l’aide de l’une de ces méthodes, positionner la torche
au-dessus de la pièce à couper à la hauteur souhaitée comme hauteur de coupe. S’assurer d’être assez proche de la
pièce à couper pour le transfert de l’arc.