Câble de l’interface cnc multi-système en option – Hypertherm HPR400XD Auto Gas Manuel d'utilisation
Page 72
InstallatIon
3-30
HPR400XD Auto Gas –
806162 Révision 3
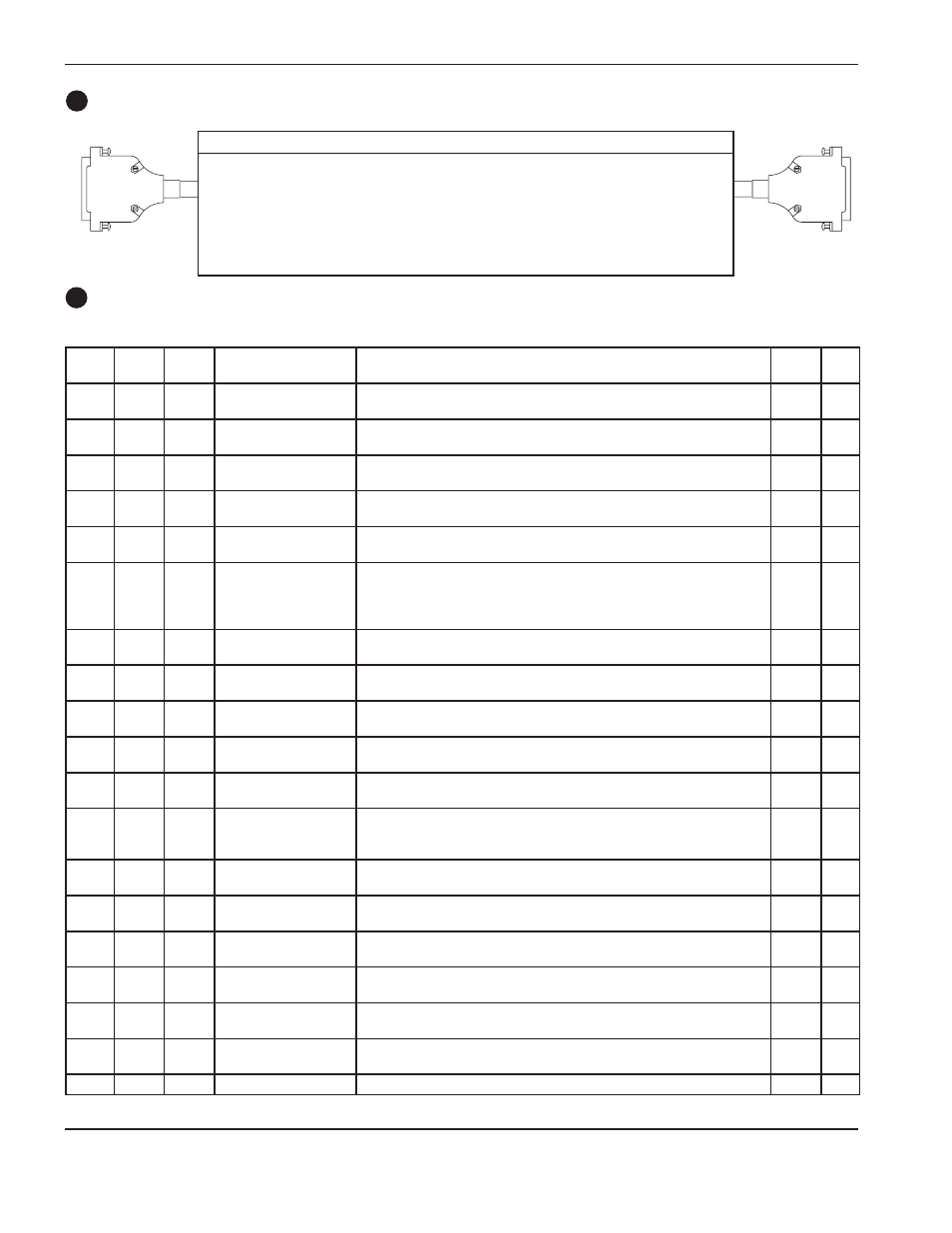
Câble entre la source de courant et l’interface CNC
Vers J 300
Câble de l’interface CNC multi-système en option
(se reporter aux schémas relatifs à l’installation)
Couleur
des fils
N°
contact
Entrée/
Sortie Nom du signal
Fonction
Entrée/
Sortie Notes
Noir
Rouge
1
20
Entrée
Entrée
Rx –
Rx +
Récepteur série RS-422
Récepteur série RS-422
Sortie
Sortie
Noir
Vert
2
21
Sortie
Sortie
Tx –
Tx +
Émetteur série RS-422
Émetteur série RS-422
Entrée
Entrée
Noir
Bleu
3
22
Terre RS-422
Aucun
Terre série RS-422
Inutilisé
Noir
Jaune
4
23
Sortie
Sortie
Mouvement 1 E (–)
Mouvement 1 C (+)
Avise la CNC qu’un transfert de l’arc s’est produit et qu’il faut commencer à
mettre la machine en mouvement une fois le délai de perçage de la CNC écoulé.
Entrée
Entrée 2 et 3
Noir
Marron
5
24
Sortie
Sortie
Erreur E (–)
Erreur C (+)
Avise la CNC qu'une erreur s'est produite
Entrée
Entrée
2
Noir
Orange
6
25
Sortie
Sortie
Erreur de décélération
progressive E (–)
Erreur de décélération
progressive C (+)
Avise la CNC qu’une erreur de décélération progressive s’est produite
Entrée
2
Rouge
Blanc
7
26
Sortie
Sortie
Pas prêt E (–)
Pas prêt C (+)
Avise la CNC que le système plasma n’est pas prêt à amorcer un arc
Entrée
2
Rouge
Vert
8
27
Sortie
Sortie
Mouvement 2 E (–)
Mouvement 2 C (+)
Signale à la CNC qu’un transfert d’arc s’est produit et qu’il faut commencer à
mettre la machine en mouvement une fois le délai de perçage de la CNC écoulé.
Entrée
Entrée 2 et 3
Rouge
Bleu
9
28
Sortie
Sortie
Mouvement 3 E (–)
Mouvement 3 C (+)
Signale à la CNC qu’un transfert d’arc s’est produit et qu’il faut commencer à
mettre la machine en mouvement une fois le délai de perçage de la CNC écoulé.
Entrée
Entrée 2 et 3
Rouge
Jaune
10
29
Sortie
Sortie
Mouvement 4 E (–)
Mouvement 4 C (+)
Signale à la CNC qu’un transfert d’arc s’est produit et qu’il faut commencer à
mettre la machine en mouvement une fois le délai de perçage de la CNC écoulé.
Entrée
Entrée 2 et 3
Rouge
Marron
11
30
Aucun
Aucun
Inutilisé
Inutilisé
Rouge
Orange
12
31
Entrée
Entrée
Angle (–)
Angle (+)
La CNC signale au système plasma qu’un angle approche et qu’il faut réduire
le courant de coupe (le courant de coupe est sélectionné par la CNC ou est,
par défaut, égal à 50 % du courant de coupe).
Sortie
Sortie
1
Vert
Blanc
13
32
Entrée
Entrée
Perçage (–)
Perçage (+)
La CNC signale au système plasma de maintenir le prégaz de protection jusqu’à
ce qu’elle émette le signal
Sortie
1
Vert
Bleu
14
33
Entrée
Entrée
Maintien (–)
Maintien (+)
Non requis sans CommandTHC. CommandTHC nécessite un signal de prégaz
durant l’IHS
Sortie
1
Vert
Jaune
15
34
Entrée
Entrée
Démarrage (–)
Démarrage (+)
La CNC amorce l’arc plasma
Sortie
Sortie
1
Vert
Marron
16
35
Aucun
Aucun
Inutilisé
Inutilisé
Vert
Orange
17
36
Aucun
Terre
Inutilisé
Terre
Blanc
Noir
18
37
Terre
CNC + 24 V c.c.
Terre
24 V c.c. (200 milliamps maximum) disponible, voir les notes
4
19
CNC + 24 V c.c.
Non connecté
Extrémité de la
source de courant
Extrémité
de la CNC
Nº réf.
Longueur
Nº réf.
Longueur
Nº réf.
Longueur
123210
3 m
123216
13,5 m
123742
35 m
123211
4,5 m
123023
15 m
123219
37,5 m
123212
6 m
123494
16,5 m
123220
45 m
123022
7,5 m
123851
20 m
123852
60 m
123213
9 m
123217
22,5 m
123853
75 m
123214
10 m
123741
25 m
123215
12 m
123218
30 m
10
11