Aluminium, Plasma n, Protecteur air 400 a – Hypertherm HPR400XD Auto Gas Manuel d'utilisation
Page 174: Métrique marquage, Impérial
Fonctionnement
4-76
HPR400XD Auto Gas –
806162 Révision 3
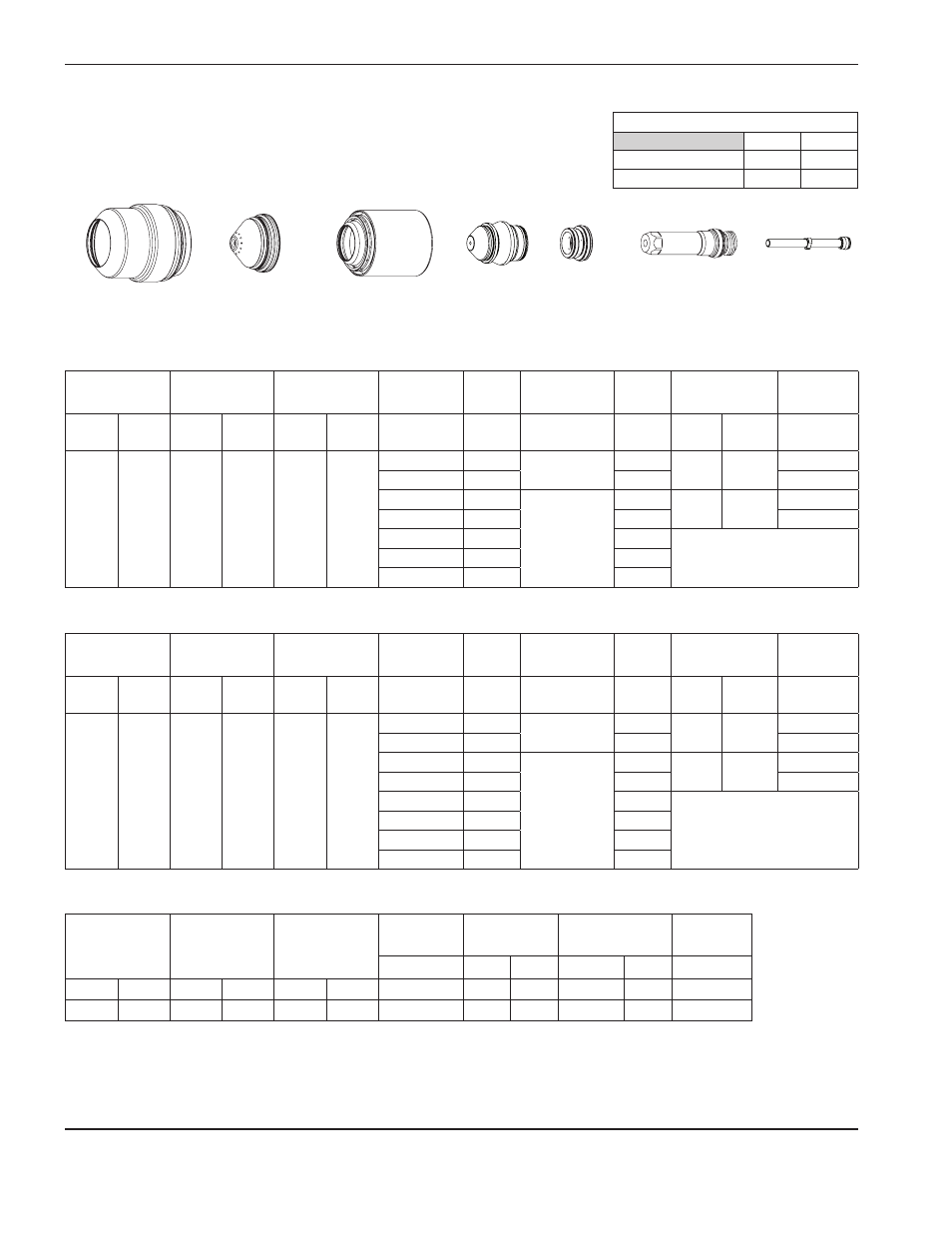
Aluminium
Plasma N
2
/ Protecteur air
400 A
Sélection des gaz Réglage du prégaz
Réglage
de l’écoulement
de coupe
Épaisseur
du matériau
Tension
de l’arc
Distance
torche-pièce
Vitesse
de coupe
Hauteur
de perçage initiale
Délai
de perçage
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
mm
Volts
mm
mm/m
mm
% facteur
Secondes
N
2
Air
30
50
70
31
12
155
3,8
4480
12,5
330
0,4
15
159
3770
0,5
20
163
4,1
2740
18,0
440
0,6
25
169
1850
0,7
30
175
1410
Amorçage de l’arête
40
188
810
50
206
410
Métrique
Marquage
Sélection des gaz Réglage du prégaz
Réglage
de l’écoulement
de coupe
Épaisseur
du matériau
Tension
de l’arc
Distance
torche-pièce
Vitesse
de coupe
Hauteur
de perçage initiale
Délai
de perçage
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
po
Volts
po
po/min
po
% facteur
Secondes
N
2
Air
30
50
70
31
1/2
155
0.15
170
0.5
330
0.4
5/8
159
140
0.5
3/4
163
0.16
115
0.7
440
0.6
1
169
70
0.7
1-1/4
177
50
Amorçage de l’arête
1-1/2
178
35
1-3/4
198
25
2
206
16
Impérial
220707
220637
220709
220712
220405
220708
Sélection des gaz Réglage du prégaz
Réglage
de l’écoulement
de coupe
Intensité
Distance
torche-pièce
Vitesse de marquage Tension de l’arc
Ampères
mm
po
mm/m
po/min
Volts
N
2
N
2
10
10
10
10
22
2,5
0.10
1270
50
94
Ar
N
2
30
10
30
10
24
3,0
0.12
2540
100
50
220571
débits – lpm/scfh
N
2
Air
Prégaz
42 / 90 146 / 310
Écoulement de coupe 68 / 144 103 / 219