Tableau des commandes (4 de 14) – Hypertherm HPR400XD Auto Gas Manuel d'utilisation
Page 309
Annexe B – Protocole de l’interfAce cnc
HPR400XD Auto Gas –
806162 Révision 3
b-9
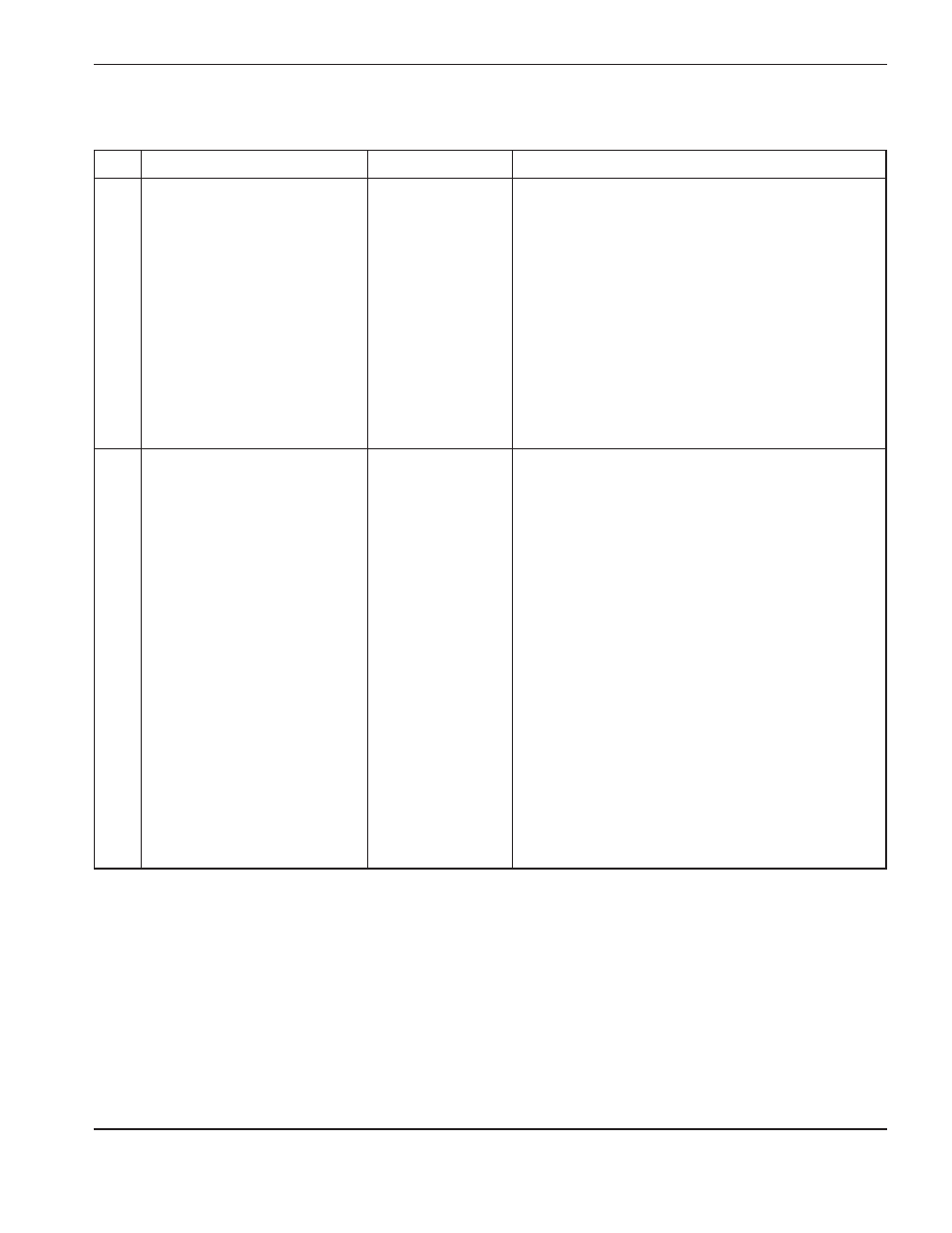
Tableau des commandes (4 de 14)
Id
Commande
Système
description
074 GET_IO_STATUS
(atteindre état E/S)
Système de gaz
manuel
Système de gaz
automatique
Relever l’état des ports d’E/S du processeur de signal
numérique. Se reporter à la liste des E/S pour une
description de chaque bit dans les ports A-F.
données :
Aucune
valeur de retour :
PA00000000 PB00000000 PC00000000 PD00000000
PE00000000 PF00000000
Les ports A-F sont renvoyés séparés par des espaces.
Les chiffres correspondent à la représentation décimale
de la valeur binaire du port. 1 = activé, 0 = désactivé
Exemple :
>0749B<
>074PA00000100 PB00000000 PC00010101
PD00100000 PE00010000 PF10000000B7<
078 SET_ALL_GAS_FLOWS
(réglage tous débits gaz)
Système de gaz
automatique
Régler tous les débits de gaz.
Les points de consigne des mélanges N
2
et gaz 2 ne sont
applicables qu’en cas d’utilisation d’un mélange de gaz
plasma, par ex. H35–N
2
. Dans les autres cas, ces 2 valeurs
doivent être réglées sur 0.
Si le point de consigne de mélange N
2
est réglé sur la valeur
0, le système ferme SV12, l’électrovanne pour le mélange N
2
.
Si le point de consigne du mélange de gaz 2 est réglé sur
la valeur 0, le système ferme SV13 et ouvre SV14. Le gaz
d’entrée contourne alors le robinet motorisé 2 et passe
directement à la sortie de la console de mélange.
données :
Séparé par des espaces :
Écoulement de coupe plasma (0 – 99 psi),
Prégaz plasma (0 – 99 psi),
Débit de coupe de protection (0 – 99 psi),
Prégaz de protection (0 – 99 psi),
Point de consigne du mélange N
2
(0 – 100 psi),
Point de consigne de mélange gaz 2 (0 – 100 psi).
valeur de retour :
1 = accepté, 0 = refusé
Exemple :
>07855 45 35 25 50 50AB<
>0781D0<