Acier doux, Plasma o, Protecteur air 200 a – Hypertherm HPR400XD Auto Gas Manuel d'utilisation
Page 135: Marquage, Métrique impérial
Fonctionnement
HPR400XD Auto Gas –
806162 Révision 3
4-37
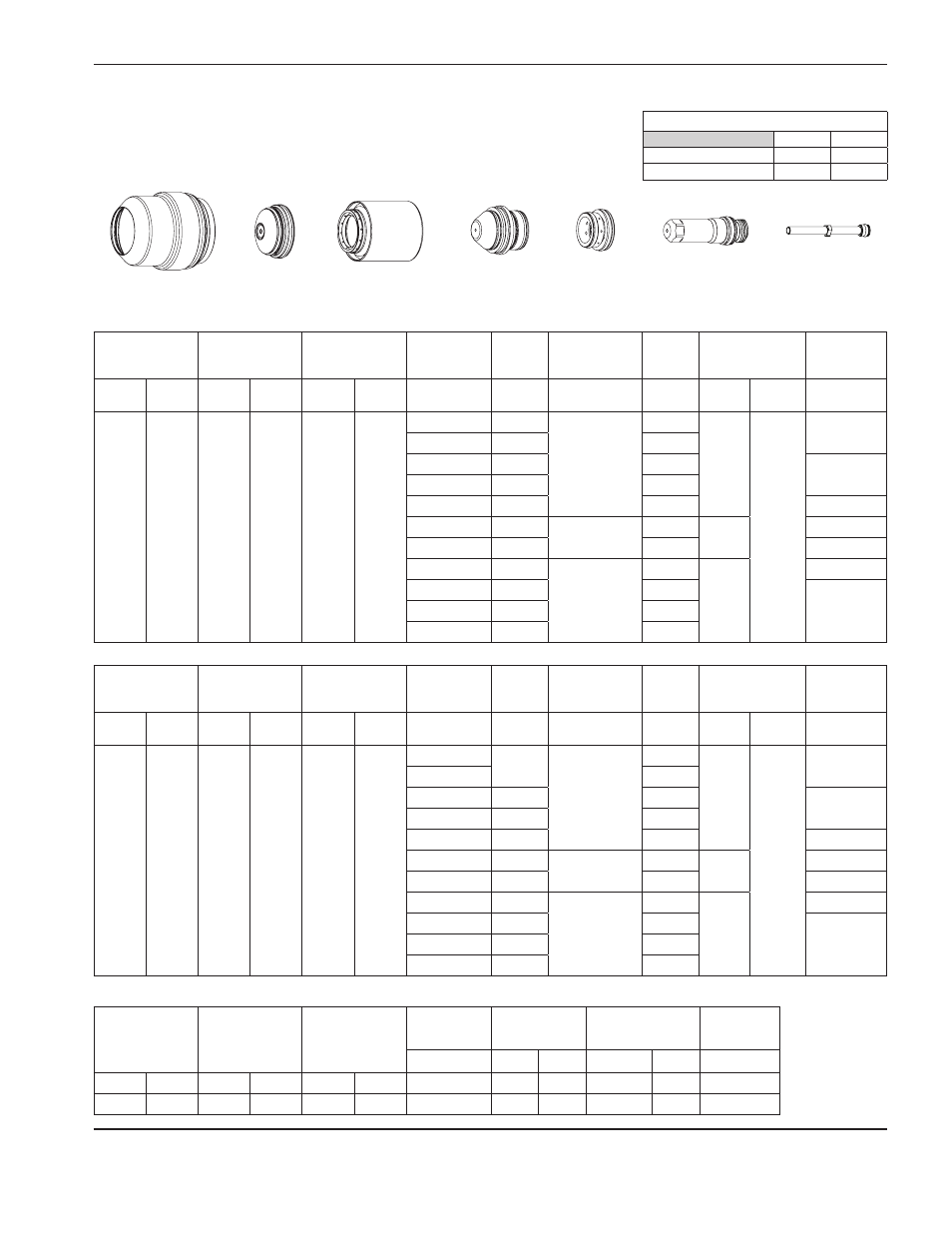
Acier doux
Plasma O
2
/ Protecteur air
200 A
220761
220637
220757
220353
220354
Marquage
débits – lpm/scfh
O
2
Air
Prégaz
0 / 0
128 / 270
Écoulement de coupe 39 / 82 48 / 101
220340
Sélection des gaz Réglage du prégaz
Réglage
de l’écoulement
de coupe
Intensité
Distance
torche-pièce
Vitesse de marquage Tension de l’arc
Ampères
mm
po
mm/m
po/min
Volts
N
2
N
2
10
10
10
10
15
2,5
0.10
6350
250
130
Ar
Air
30
10
30
10
20
3,0
0.12
2540
100
63
220352
Métrique
Impérial
Sélection des gaz Réglage du prégaz
Réglage
de l’écoulement
de coupe
Épaisseur
du matériau
Tension
de l’arc
Distance
torche-pièce
Vitesse
de coupe
Hauteur
de perçage initiale
Délai
de perçage
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
mm
Volts
mm
mm/m
mm
% facteur
secondes
O
2
Air
23
42
74
18
5
123
3,3
5700
6,6
200
0,2
6
124
5250
8
125
4355
0,3
10
126
3460
12
128
3060
0,5
15
131
4,1
2275
8,2
0,6
20
133
1575
0,8
25
143
5,1
1165
10,2
1,0
32
145
750
Amorçage
de l’arête
38
152
510
50
163
255
Sélection des gaz Réglage du prégaz
Réglage
de l’écoulement
de coupe
Épaisseur
du matériau
Tension
de l’arc
Distance
torche-pièce
Vitesse
de coupe
Hauteur
de perçage initiale
Délai
de perçage
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
po
Volts
po
po/min
po
% facteur
secondes
O
2
Air
23
42
74
18
3/16
124
0.13
230
0.26
200
0.2
1/4
200
5/16
125
171
0.3
3/8
126
140
1/2
128
115
0.5
5/8
131
0.16
80
0.32
0.6
3/4
133
65
0.8
1
143
0.20
45
0.40
1.0
1-1/4
145
30
Amorçage
de l’arête
1-1/2
152
20
2
163
10