2 calcul aut o matique des points de référ e nce – HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles Manuel d'utilisation
Page 83
iTNC 530 HEIDENHAIN
83
3.2 Calcul aut
o
matique des points de référ
e
nce
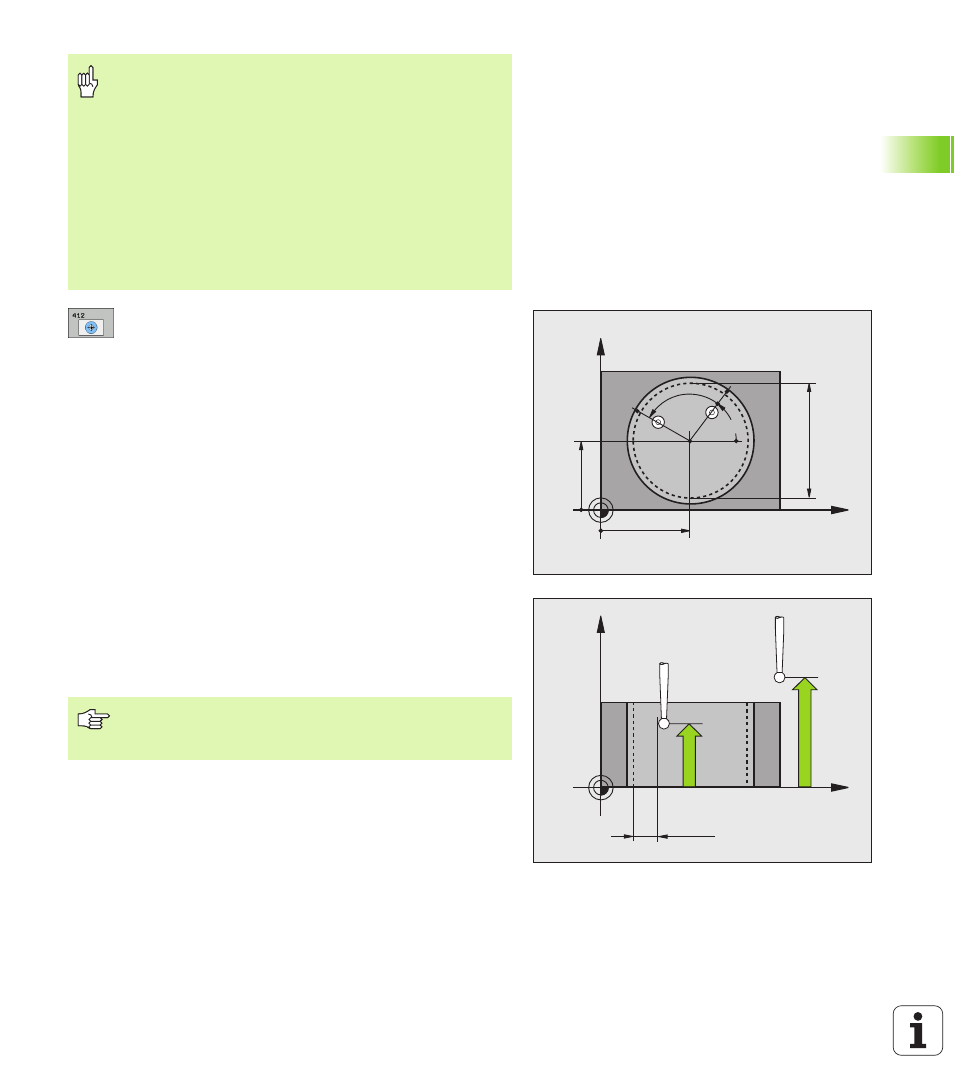
Centre 1er axe
Q321 (en absolu): Centre de la poche
dans l'axe principal du plan d'usinage
Centre 2ème axe
Q322 (en absolu): Centre de la poche
dans l'axe auxiliaire du plan d'usinage Si vous
programmez Q322 = 0, la TNC aligne le centre du trou
sur l'axe Y positif; si vous programmez Q322 différent
de 0, la TNC aligne le centre du trou sur la position
nominale
Diamètre nominal
Q262: Diamètre approximatif de la
poche circulaire (trou). Introduire de préférence une
valeur trop petite
Angle initial
Q325 (en absolu): Angle compris entre
l'axe principal du plan d'usinage et le premier point de
palpage
Incrément angulaire
Q247 (en incrémental): Angle
compris entre deux points de mesure; le signe de
l'incrément angulaire détermine le sens de rotation (-
= sens horaire) pour le déplacement du palpeur vers
le point de mesure suivant. Si vous désirez étalonner
des arcs de cercle, programmez un incrément
angulaire inférieur à 90°
Hauteur mesure dans axe palpage
Q261 (en absolu):
Coordonnée du centre de la bille (=point de contact)
dans l'axe du palpeur sur lequel doit être effectuée la
mesure
Distance d'approche
Q320 (en incrémental): Distance
supplémentaire entre le point de mesure et la bille du
palpeur. Q320 agit en complément de PM6140
Hauteur de sécurité
Q260 (en absolu): Coordonnée
dans l'axe du palpeur excluant toute collision entre le
palpeur et la pièce (matériels de bridage)
Remarques avant que vous ne programmiez
Pour éviter toute collision entre le palpeur et la pièce,
introduisez le diamètre nominal de la poche (trou) de
manière à ce qu'il soit de préférence trop petit.
Si les dimensions de la poche et la distance d'approche ne
permettent pas d'effectuer un pré-positionnement à
proximité des points de palpage, la TNC palpe toujours en
partant du centre de la poche. Dans ce cas, le palpeur ne
se déplace pas à la hauteur de sécurité entre les quatre
points de mesure.
Avant de définir le cycle, vous devez avoir programmé un
appel d'outil pour définir l'axe du palpeur.
X
Y
Q322
Q321
Q262
Q325
Q247
X
Z
Q261
Q260
MP6140
+
Q320
Plus l'incrément angulaire programmé est petit et plus le
point de référence calculé par la TNC sera imprécis. Valeur
d'introduction min.: 5°.