3 etalonnag e aut o matique des pièces – HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles Manuel d'utilisation
Page 146
146
3 Cycles palpeurs pour le contrôle automatique des pièces
3.3 Etalonnag
e
aut
o
matique des pièces
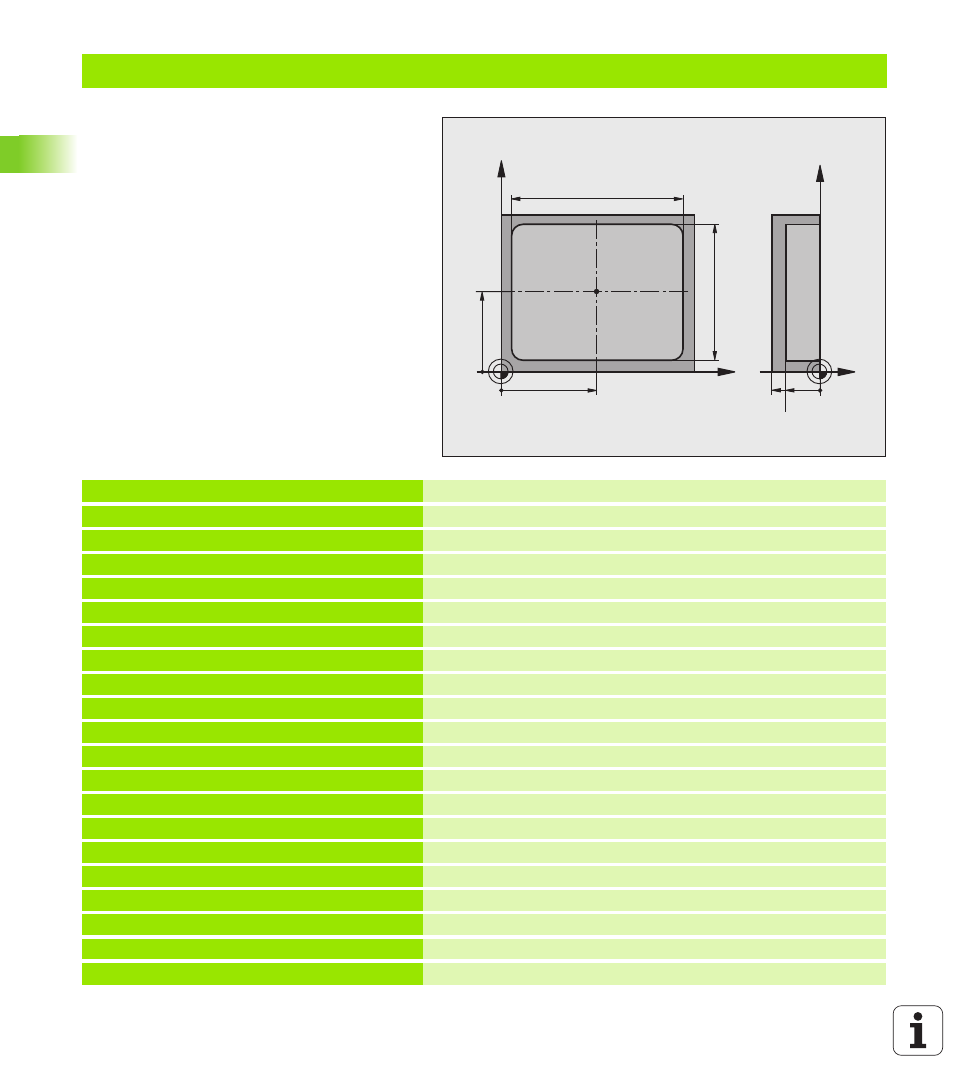
Exemple: Etalonnage d'une poche rectangulaire, procès-verbal de mesure
0 BEGIN PGM BSMESU MM
1 TOOL CALL 1 Z
Appel d'outil pour le palpeur
2 L Z+100 R0 FMA
Dégager le palpeur
3 TCH PROBE 423 MESURE INT. RECTANG.
Q273=+50
;CENTRE 1ER AXE
Q274=+40
;CENTRE 2EME AXE
Q282=90
;1ER COTE
Longueur nominale en X
Q283=70
;2EME COTE
Longueur nominale en Y
Q261=-5
;HAUTEUR DE MESURE
Q320=0
;DISTANCE D'APPROCHE
Q260=+20
;HAUTEUR DE SECURITE
Q301=0
;DEPLAC. HAUT. SECU.
Q284=90.15
;COTE MAX. 1ER COTE
Cote max. en X
Q285=89.95
;COTE MIN. 1ER COTE
Cote min. en X
Q286=70.1
;COTE MAX. 2EME COTE
Cote max. en Y
Q287=69.9
;COTE MIN. 2EME COTE
Cote min. en Y
Q279=0.15
;TOLERANCE 1ER CENTRE
Ecart de position autorisé en X
Q280=0.1
;TOLERANCE 2ND CENTRE
Ecart de position autorisé en Y
Q281=1
;PROCES-VERBAL MESURE
Délivrer le procès-verbal de mesure
Q309=0
;ARRET PGM SI ERREUR
Ne pas afficher de message d'erreur si tolérance dépassée
Q330=0
;NUMERO D'OUTIL
Pas de surveillance de l'outil
X
Y
50
40
70
90
Z
Y
-15
-20