3 etalonnag e aut o matique des pièces – HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles Manuel d'utilisation
Page 123
iTNC 530 HEIDENHAIN
123
3.3 Etalonnag
e
aut
o
matique des pièces
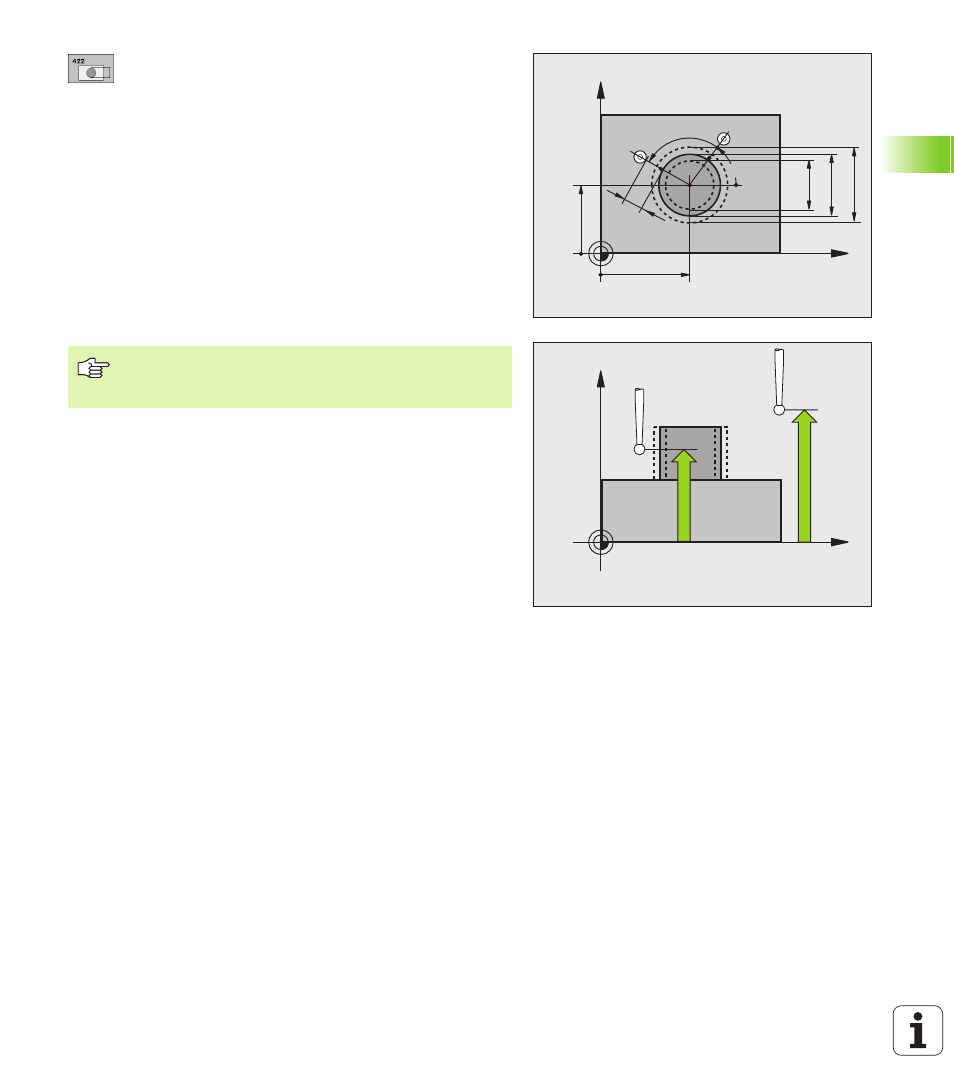
Centre 1er axe
Q273 (en absolu): Centre du tenon
dans l'axe principal du plan d'usinage
Centre 2ème axe
Q274 (en absolu): Centre du tenon
dans l'axe auxiliaire du plan d'usinage
Diamètre nominal
Q262: Introduire le diamètre du
tenon
Angle initial
Q325 (en absolu): Angle compris entre
l'axe principal du plan d'usinage et le premier point de
palpage
Incrément angulaire
Q247 (en incrémental): Angle
compris entre deux points de mesure; le signe de
l'incrément angulaire détermine le sens de rotation (-
= sens horaire). Si vous désirez étalonner des arcs de
cercle, programmez un incrément angulaire inférieur
à 90°
Hauteur mesure dans axe palpage
Q261 (en absolu):
Coordonnée du centre de la bille (=point de contact)
dans l'axe du palpeur sur lequel doit être effectuée la
mesure
Distance d'approche
Q320 (en incrémental): Distance
supplémentaire entre le point de mesure et la bille du
palpeur. Q320 agit en complément de PM6140
Hauteur de sécurité
Q260 (en absolu): Coordonnée
dans l'axe du palpeur excluant toute collision entre le
palpeur et la pièce (matériels de bridage)
Déplacement haut. sécu.
Q301: Définir comment le
palpeur doit se déplacer entre les points de mesure:
0: Entre les points de mesure, à la hauteur de mesure
1: Entre les points de mesure, à la hauteur de sécurité
Cote max. du tenon
Q277: Diamètre max. autorisé
pour le tenon
Cote min. du tenon
Q278: Diamètre min. autorisé
pour le tenon
Tolérance centre 1er axe
Q279: Ecart de position
autorisé dans l'axe principal du plan d'usinage
Tolérance centre 2ème axe
Q280: Ecart de position
autorisé dans l'axe auxiliaire du plan d'usinage
X
Y
Q325
Q247
Q278
Q262
Q277
Q274
±Q280
Q273
±Q279
MP6140
+
Q320
X
Z
Q261
Q260
Plus l'incrément angulaire programmé est petit et plus la
cote du tenon calculée par la TNC sera imprécise. Valeur
d'introduction min.: 5°.