HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles Manuel d'utilisation
Page 59
iTNC 530 HEIDENHAIN
59
3.1 Enr
egistr
er aut
o
matiquement le désaxag
e de la pièce
4
La TNC rétracte le palpeur à la hauteur de sécurité et positionne
l'axe rotatif défini dans le cycle en fonction de la valeur calculée. En
option, vous pouvez mettre à 0 l'affichage après le dégauchissage
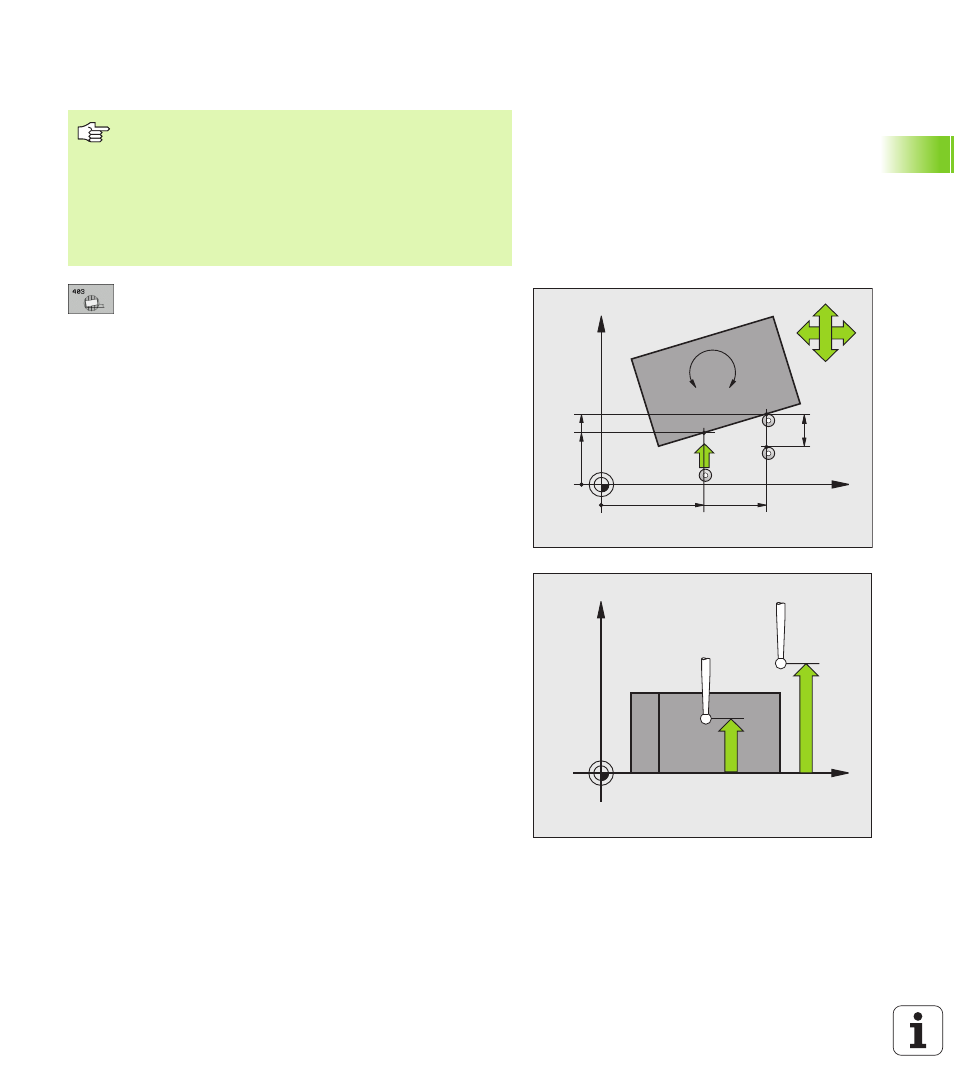
1er point mesure sur 1er axe
Q263 (en absolu):
Coordonnée du 1er point de palpage dans l'axe
principal du plan d'usinage
1er point mesure sur 2ème axe
Q264 (en absolu):
Coordonnée du 1er point de palpage dans l'axe
auxiliaire du plan d'usinage
2ème point mesure sur 1er axe
Q265 (en absolu):
Coordonnée du 2ème point de palpage dans l'axe
principal du plan d'usinage
2ème point mesure sur 2ème axe
Q266 (en absolu):
Coordonnée du 2ème point de palpage dans l'axe
auxiliaire du plan d'usinage
Axe de mesure
Q272: Axe sur lequel doit être
effectuée la mesure:
1: Axe principal = axe de mesure
2: Axe auxiliaire = axe de mesure
3: Axe palpeur = axe de mesure
Sens déplacement 1
Q267: Sens de déplacement du
palpeur en direction de la pièce:
-1: Sens de déplacement négatif
+1: Sens de déplacement positif
Hauteur mesure dans axe palpage
Q261 (en absolu):
Coordonnée du centre de la bille (=point de contact)
dans l'axe du palpeur sur lequel doit être effectuée la
mesure
Distance d'approche
Q320 (en incrémental): Distance
supplémentaire entre le point de mesure et la bille du
palpeur. Q320 agit en complément de PM6140
Hauteur de sécurité
Q260 (en absolu): Coordonnée
dans l'axe du palpeur excluant toute collision entre le
palpeur et la pièce (matériels de bridage)
Remarques avant que vous ne programmiez
Avant de définir le cycle, vous devez avoir programmé un
appel d'outil pour définir l'axe du palpeur.
N'utiliser le cycle 403 que si la fonction „Inclinaison du
plan d'usinage“ est inactive.
La TNC enregistre également dans le paramètre Q150
l'angle défini.
X
Y
Q266
Q264
Q263
Q272=1
Q265
Q272=2
+
+
Q267
MP6140
+
Q320
A
B
C
X
Z
Q261
Q260