HEIDENHAIN TNC 426 (280 476) Manuel d'utilisation
Page 56
30
3 Positionnement avec introduction manuelle
3.1 Pr
ogr
a
mmation et exécution d’opér
a
tions simples d’usinag
e
3.1 Programmation et exécution
d’opérations simples d’usinage
Pour des opérations simples d'usinage ou pour le pré-positionnement
de l'outil, on utilise le mode Positionnement avec introduction
manuelle. Pour cela, vous pouvez introduire un petit programme en
Texte clair HEIDENHAIN ou en DIN/ISO et l’exécuter directement. Les
cycles de la TNC peuvent être appelés à cet effet. Le programme est
mémorisé dans le fichier $MDI. L’affichage d’état supplémentaire
peut être activé en mode Positionnement avec introduction manuelle.
Exécuter le positionnement avec introduction
manuelle
Sélectionner le mode Positionnement avec
introduction manuelle. Programmer au choix le fichier
$MDI
Lancer le programme: touche START externe
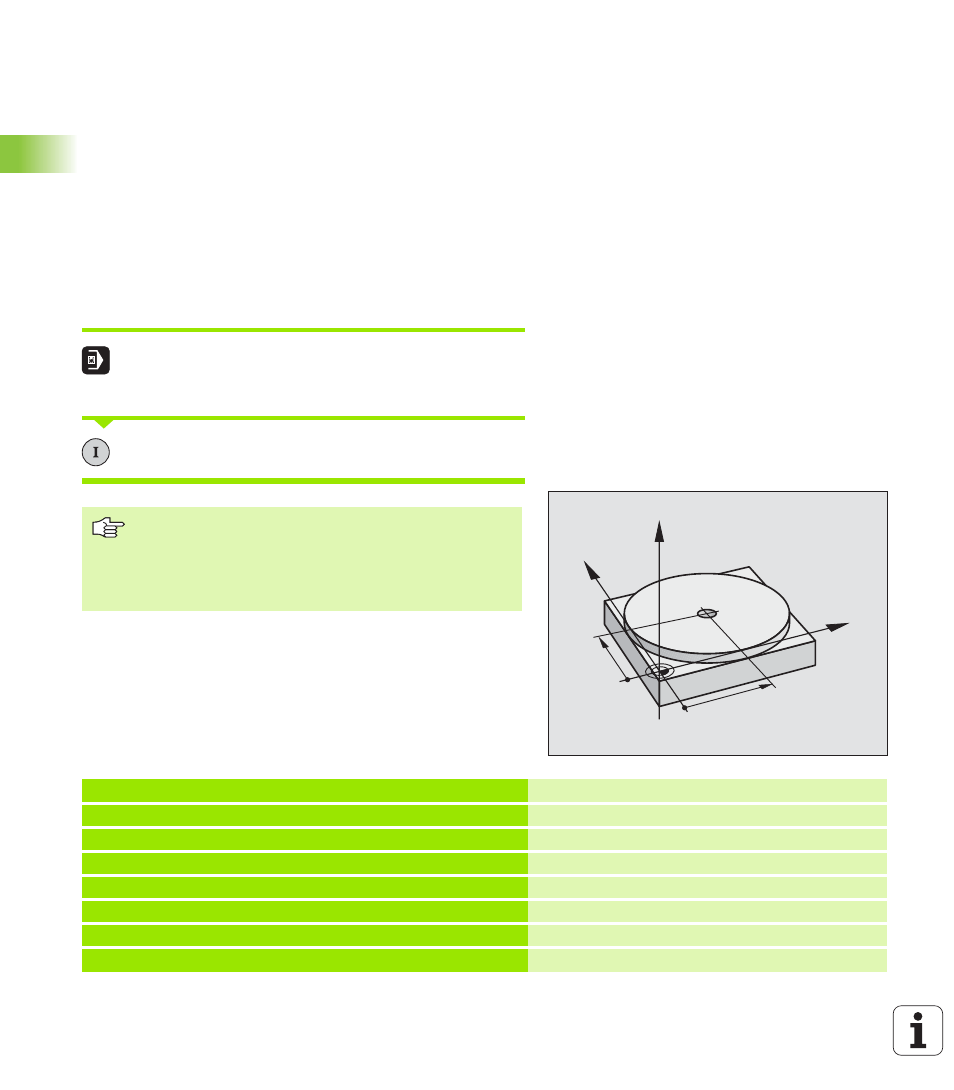
Exemple 1
Une seule pièce doit comporter un trou profond de 20 mm. Après avoir
bridé et dégauchi la pièce, puis initialisé le point de référence, le trou
peut être programmé en quelques lignes, puis usiné.
L'outil est pré-positionné tout d'abord au dessus de la pièce à l'aide de
séquences L (droites), puis positionné à une distance d'approche de 5
mm au-dessus du trou. Celui-ci est ensuite usiné à l'aide du cycle 1
PERCAGE PROFOND
.
Restriction
La programmation de contours libres FK, les graphismes
de programmation et d'exécution de programme ne sont
pas disponibles. Le fichier $MDI ne doit pas contenir
d'appel de programme (PGM CALL).
Y
X
Z
50
50
0 BEGIN PGM $MDI MM
1 TOOL DEF 1 L+0 R+5
définir l'outil: outil zéro, rayon 5
2 TOOL CALL 1 Z S2000
appeler l'outil: axe d'outil Z,
vitesse de rotation broche 2000 tours/min.
3 L Z+200 R0 F MAX
dégager l'outil (F MAX = avance rapide)
4 L X+50 Y+50 R0 F MAX M3
positionner l'outil avec F MAX au-dessus du trou,
marche broche
5 L Z+5 F2000
positionner l'outil à 5 mm au-dessus du trou